Blindnietmuttern
-
{"images":{"all":[{"names":{"name":"","imageId":28539,"lang":"de","alternate":""},"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/blindnietmutter-6-9-12-0mm-m5-aluminium-7550520000.jpg","width":1200,"path":"S3:1021:blindnietmutter-6-9-12-0mm-m5-aluminium-7550520000.jpg","position":1,"cleanImageName":"blindnietmutter-6-9-12-0mm-m5-aluminium-7550520000.jpg"},{"names":{"alternate":"","lang":"de","imageId":33279,"name":""},"width":1500,"height":857,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/GO-NUT-M5-AL-17-o-l-T.jpg","path":"S3:1021:GO-NUT-M5-AL-17-o-l-T.jpg","cleanImageName":"GO-NUT-M5-AL-17-o-l-T.jpg"},{"names":{"imageId":29910,"lang":"de","name":"","alternate":""},"height":963,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/GO-NUT-AL-17-18-o-l-Z.jpg","width":1500,"path":"S3:1021:GO-NUT-AL-17-18-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-AL-17-18-o-l-Z.jpg"},{"names":{"imageId":4399,"alternate":"","lang":"de","name":""},"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"path":"S3:1021:GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"path":"S3:1021:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":{"lang":"de","name":"","alternate":"","imageId":30548},"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"alternate":"","name":"","imageId":26959,"lang":"de"},"path":"S3:1021:wekrstoff-passend.JPG","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/wekrstoff-passend.JPG","position":9,"height":887,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"position":19,"names":{"lang":"de","name":"","imageId":18963,"alternate":""},"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1021:Logo-Goebel-1200-1200.jpg","width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","storeSpecial":null,"id":1021,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Aluminium 6,9 x 12,0 mm Flachkopf","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Aluminium (\u00d8 x L) 6,9 mm x 12,0 mm Blindmuttern Flachkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","lang":"de","urlPath":"blindnietmutter-nietmutter-m5-aluminium-flachkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Aluminium (\u00d8 x L) 6,9 mm x 12,0 mm Flachkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1021,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2103,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":34.1,"formatted":"34,10\u00a0CHF"},"unitPrice":{"value":34.1,"formatted":"34,10\u00a0CHF"},"basePrice":"0,14\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1364,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":34.1,"priceNet":28.655462184874,"basePrice":34.1,"basePriceNet":28.655462184874,"unitPrice":34.1,"unitPriceNet":28.655462184874,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":34.1,"formatted":"34,10\u00a0CHF"},"unitPrice":{"value":34.1,"formatted":"34,10\u00a0CHF"},"basePrice":"0,14\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1364,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":34.1,"priceNet":28.655462184874,"basePrice":34.1,"basePriceNet":28.655462184874,"unitPrice":34.1,"unitPriceNet":28.655462184874,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Aluminium (Ø x L) 6,9 mm x 12,0 mm Flachkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"position":1,"names":{"lang":"de","name":"","imageId":28540,"alternate":""},"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/blindnietmutter-6-9-15-0mm-m5-aluminium-7550520002.jpg","path":"S3:1022:blindnietmutter-6-9-15-0mm-m5-aluminium-7550520002.jpg","width":1200,"cleanImageName":"blindnietmutter-6-9-15-0mm-m5-aluminium-7550520002.jpg"},{"names":{"name":"","imageId":33280,"lang":"de","alternate":""},"height":857,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/GO-NUT-M5-AL-17-o-l-T.jpg","width":1500,"path":"S3:1022:GO-NUT-M5-AL-17-o-l-T.jpg","position":4,"cleanImageName":"GO-NUT-M5-AL-17-o-l-T.jpg"},{"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/GO-NUT-AL-17-18-o-l-Z.jpg","width":1500,"names":{"name":"","imageId":29911,"alternate":"","lang":"de"},"height":963,"path":"S3:1022:GO-NUT-AL-17-18-o-l-Z.jpg","cleanImageName":"GO-NUT-AL-17-18-o-l-Z.jpg"},{"names":{"lang":"de","imageId":4407,"alternate":"","name":""},"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","path":"S3:1022:GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","height":1500,"width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg"},{"names":{"imageId":30549,"lang":"de","alternate":"","name":""},"path":"S3:1022:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"names":{"lang":"de","name":"","imageId":26960,"alternate":""},"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/wekrstoff-passend.JPG","path":"S3:1022:wekrstoff-passend.JPG","width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","name":"","imageId":18964,"lang":"de"},"path":"S3:1022:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1022,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Aluminium 6,9 x 15,0 mm Flachkopf","lang":"de","name3":"GOEBEL \u2013 250 x Blindnietmuttern Nietmuttern M5 Aluminium (\u00d8 x L) 6,9 mm x 15,0 mm Blindmuttern Flachkopf Rundschaft Unterkopfverzahnung Schaftende offen Einziehmutter Einnietmuttern","urlPath":"blindnietmutter-nietmutter-m5-aluminium-flachkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Aluminium (\u00d8 x L) 6,9 mm x 15,0 mm Flachkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1022,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-05-22T10:45:17+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2104,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":38.75,"formatted":"38,75\u00a0CHF"},"unitPrice":{"value":38.75,"formatted":"38,75\u00a0CHF"},"basePrice":"0,16\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.155,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":38.75,"priceNet":32.563025210084,"basePrice":38.75,"basePriceNet":32.563025210084,"unitPrice":38.75,"unitPriceNet":32.563025210084,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":38.75,"formatted":"38,75\u00a0CHF"},"unitPrice":{"value":38.75,"formatted":"38,75\u00a0CHF"},"basePrice":"0,16\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.155,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":38.75,"priceNet":32.563025210084,"basePrice":38.75,"basePriceNet":32.563025210084,"unitPrice":38.75,"unitPriceNet":32.563025210084,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Aluminium (Ø x L) 6,9 mm x 15,0 mm Flachkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"position":1,"height":1200,"names":{"lang":"de","alternate":"","imageId":28536,"name":""},"path":"S3:1018:blindnietmutter-6-9-11-5mm-m5-edelstahl-a2-7550512000.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/blindnietmutter-6-9-11-5mm-m5-edelstahl-a2-7550512000.jpg","cleanImageName":"blindnietmutter-6-9-11-5mm-m5-edelstahl-a2-7550512000.jpg"},{"position":4,"names":{"imageId":33360,"name":"","lang":"de","alternate":""},"path":"S3:1018:GO-NUT-M5-A2-35-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/GO-NUT-M5-A2-35-o-l-T.jpg","width":1500,"height":790,"cleanImageName":"GO-NUT-M5-A2-35-o-l-T.jpg"},{"names":{"name":"","alternate":"","lang":"de","imageId":29991},"position":6,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/GO-NUT-A2-35-36-o-l-Z.jpg","path":"S3:1018:GO-NUT-A2-35-36-o-l-Z.jpg","height":956,"cleanImageName":"GO-NUT-A2-35-36-o-l-Z.jpg"},{"names":{"lang":"de","imageId":5047,"name":"","alternate":""},"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"path":"S3:1018:GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":{"name":"","alternate":"","imageId":30629,"lang":"de"},"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"path":"S3:1018:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"height":887,"names":{"lang":"de","alternate":"","imageId":26956,"name":""},"path":"S3:1018:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"height":1200,"names":{"name":"","alternate":"","imageId":18960,"lang":"de"},"path":"S3:1018:Logo-Goebel-1200-1200.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"id":1018,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Edelstahl A2 6,9 x 11,5 mm Senkkopf","name3":"GOEBEL - 250 x Blindnietmuttern Nietmuttern M5 Edelstahl A2 V2A (\u00d8 x L) 6,9 mm x 11,5 mm Blindmuttern kleiner Senkkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","urlPath":"blindnietmutter-nietmutter-m5-edelstahl-a2-kleiner-senkkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Edelstahl A2 (\u00d8 x L) 6,9 mm x 11,5 mm kleiner Senkkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1018,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2100,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":80.1,"formatted":"80,10\u00a0CHF"},"unitPrice":{"value":80.1,"formatted":"80,10\u00a0CHF"},"basePrice":"0,32\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3204,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":80.1,"priceNet":67.310924369748,"basePrice":80.1,"basePriceNet":67.310924369748,"unitPrice":80.1,"unitPriceNet":67.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":80.1,"formatted":"80,10\u00a0CHF"},"unitPrice":{"value":80.1,"formatted":"80,10\u00a0CHF"},"basePrice":"0,32\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3204,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":80.1,"priceNet":67.310924369748,"basePrice":80.1,"basePriceNet":67.310924369748,"unitPrice":80.1,"unitPriceNet":67.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Edelstahl A2 (Ø x L) 6,9 mm x 11,5 mm kleiner Senkkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"name":"","imageId":28532,"lang":"de","alternate":""},"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/blindnietmutter-6-9-12-0mm-m5-edelstahl-a2-7550510000.jpg","width":1200,"path":"S3:1014:blindnietmutter-6-9-12-0mm-m5-edelstahl-a2-7550510000.jpg","position":1,"cleanImageName":"blindnietmutter-6-9-12-0mm-m5-edelstahl-a2-7550510000.jpg"},{"names":{"name":"","imageId":33311,"lang":"de","alternate":""},"height":851,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/GO-NUT-M5-A2-21-o-l-T.jpg","width":1500,"path":"S3:1014:GO-NUT-M5-A2-21-o-l-T.jpg","position":4,"cleanImageName":"GO-NUT-M5-A2-21-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/GO-NUT-A2-21-22-o-l-Z.jpg","names":{"name":"","alternate":"","imageId":29942,"lang":"de"},"height":963,"path":"S3:1014:GO-NUT-A2-21-22-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-A2-21-22-o-l-Z.jpg"},{"position":7,"names":{"name":"","lang":"de","alternate":"","imageId":4655},"path":"S3:1014:GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":{"lang":"de","imageId":30580,"name":"","alternate":""},"width":1500,"path":"S3:1014:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"alternate":"","lang":"de","imageId":26952,"name":""},"width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/wekrstoff-passend.JPG","height":887,"position":9,"path":"S3:1014:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"name":"","imageId":18956,"lang":"de","alternate":""},"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"path":"S3:1014:Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1014,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Edelstahl A2 6,9 x 12,0 mm Flachkopf","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Edelstahl A2 V2A (\u00d8 x L) 6,9 mm x 12,0 mm Blindmuttern Flachkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","urlPath":"blindnietmutter-nietmutter-m5-edelstahl-a2-flachkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Edelstahl A2 (\u00d8 x L) 6,9 mm x 12,0 mm Flachkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1014,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:09:36+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2096,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":74.1,"formatted":"74,10\u00a0CHF"},"unitPrice":{"value":74.1,"formatted":"74,10\u00a0CHF"},"basePrice":"0,30\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.2964,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":74.1,"priceNet":62.268907563025,"basePrice":74.1,"basePriceNet":62.268907563025,"unitPrice":74.1,"unitPriceNet":62.268907563025,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":74.1,"formatted":"74,10\u00a0CHF"},"unitPrice":{"value":74.1,"formatted":"74,10\u00a0CHF"},"basePrice":"0,30\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.2964,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":74.1,"priceNet":62.268907563025,"basePrice":74.1,"basePriceNet":62.268907563025,"unitPrice":74.1,"unitPriceNet":62.268907563025,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Edelstahl A2 (Ø x L) 6,9 mm x 12,0 mm Flachkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"alternate":"","name":"","imageId":28537,"lang":"de"},"path":"S3:1019:blindnietmutter-6-9-13-0mm-m5-edelstahl-a2-7550512001.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/blindnietmutter-6-9-13-0mm-m5-edelstahl-a2-7550512001.jpg","position":1,"height":1200,"width":1200,"cleanImageName":"blindnietmutter-6-9-13-0mm-m5-edelstahl-a2-7550512001.jpg"},{"position":4,"height":790,"names":{"lang":"de","alternate":"","imageId":33361,"name":""},"path":"S3:1019:GO-NUT-M5-A2-35-o-l-T.jpg","width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/GO-NUT-M5-A2-35-o-l-T.jpg","cleanImageName":"GO-NUT-M5-A2-35-o-l-T.jpg"},{"path":"S3:1019:GO-NUT-A2-35-36-o-l-Z.jpg","names":{"lang":"de","name":"","alternate":"","imageId":29992},"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/GO-NUT-A2-35-36-o-l-Z.jpg","position":6,"height":956,"cleanImageName":"GO-NUT-A2-35-36-o-l-Z.jpg"},{"names":{"imageId":5055,"lang":"de","name":"","alternate":""},"height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg","width":654,"path":"S3:1019:GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg"},{"names":{"alternate":"","lang":"de","name":"","imageId":30630},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"path":"S3:1019:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"height":887,"names":{"name":"","alternate":"","imageId":26957,"lang":"de"},"path":"S3:1019:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"names":{"name":"","lang":"de","imageId":18961,"alternate":""},"path":"S3:1019:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1019,"storeSpecial":null,"manufacturerId":3,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","urlPath":"blindnietmutter-nietmutter-m5-edelstahl-a2-kleiner-senkkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Edelstahl A2 6,9 x 13,0 mm Senkkopf","name3":"GOEBEL \u2013 250 x Blindnietmuttern Nietmuttern M5 Edelstahl A2 V2A (\u00d8 x L) 6,9 mm x 13,0 mm Blindmuttern kleiner Senkkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","name1":"Blindnietmutter - Nietmutter - M5 Edelstahl A2 (\u00d8 x L) 6,9 mm x 13,0 mm kleiner Senkkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1019,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-04-23T15:45:19+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1974,"availabilityId":8,"lang":"de","name":"auf Anfrage","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2101,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":118.5,"formatted":"118,50\u00a0CHF"},"unitPrice":{"value":118.5,"formatted":"118,50\u00a0CHF"},"basePrice":"0,47\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.474,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":118.5,"priceNet":99.579831932773,"basePrice":118.5,"basePriceNet":99.579831932773,"unitPrice":118.5,"unitPriceNet":99.579831932773,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":118.5,"formatted":"118,50\u00a0CHF"},"unitPrice":{"value":118.5,"formatted":"118,50\u00a0CHF"},"basePrice":"0,47\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.474,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":118.5,"priceNet":99.579831932773,"basePrice":118.5,"basePriceNet":99.579831932773,"unitPrice":118.5,"unitPriceNet":99.579831932773,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Edelstahl A2 (Ø x L) 6,9 mm x 13,0 mm kleiner Senkkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"height":1200,"names":{"name":"","alternate":"","imageId":28535,"lang":"de"},"path":"S3:1017:blindnietmutter-6-9-13-5mm-m5-edelstahl-a2-7550511000.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/blindnietmutter-6-9-13-5mm-m5-edelstahl-a2-7550511000.jpg","position":1,"cleanImageName":"blindnietmutter-6-9-13-5mm-m5-edelstahl-a2-7550511000.jpg"},{"names":{"imageId":33335,"alternate":"","lang":"de","name":""},"path":"S3:1017:GO-NUT-M5-A2-28-o-l-T.jpg","height":784,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/GO-NUT-M5-A2-28-o-l-T.jpg","position":4,"width":1500,"cleanImageName":"GO-NUT-M5-A2-28-o-l-T.jpg"},{"width":1500,"names":{"alternate":"","imageId":29966,"lang":"de","name":""},"height":957,"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/GO-NUT-A2-28-29-o-l-Z.jpg","path":"S3:1017:GO-NUT-A2-28-29-o-l-Z.jpg","cleanImageName":"GO-NUT-A2-28-29-o-l-Z.jpg"},{"names":{"imageId":4847,"lang":"de","alternate":"","name":""},"path":"S3:1017:GO-NUT-Blindnietmuttern-BM--A2--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg","width":654,"position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg"},{"names":{"lang":"de","name":"","imageId":30604,"alternate":""},"path":"S3:1017:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"path":"S3:1017:wekrstoff-passend.JPG","names":{"lang":"de","name":"","imageId":26955,"alternate":""},"position":9,"width":1455,"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"imageId":18959,"name":"","lang":"de","alternate":""},"path":"S3:1017:Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1017,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Edelstahl A2 6,9 x 13,5 mm Senkkopf","urlPath":"blindnietmutter-nietmutter-m5-edelstahl-a2-senkkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Edelstahl A2 V2A (\u00d8 x L) 6,9 mm x 13,5 mm Blindmuttern Senkkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","name1":"Blindnietmutter - Nietmutter - M5 Edelstahl A2 (\u00d8 x L) 6,9 mm x 13,5 mm Senkkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1017,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-07-08T08:00:15+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2099,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":84.2,"formatted":"84,20\u00a0CHF"},"unitPrice":{"value":84.2,"formatted":"84,20\u00a0CHF"},"basePrice":"0,34\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3368,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":84.2,"priceNet":70.756302521008,"basePrice":84.2,"basePriceNet":70.756302521008,"unitPrice":84.2,"unitPriceNet":70.756302521008,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":84.2,"formatted":"84,20\u00a0CHF"},"unitPrice":{"value":84.2,"formatted":"84,20\u00a0CHF"},"basePrice":"0,34\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3368,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":84.2,"priceNet":70.756302521008,"basePrice":84.2,"basePriceNet":70.756302521008,"unitPrice":84.2,"unitPriceNet":70.756302521008,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Edelstahl A2 (Ø x L) 6,9 mm x 13,5 mm Senkkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"position":1,"height":1200,"names":{"lang":"de","alternate":"","imageId":28533,"name":""},"path":"S3:1015:blindnietmutter-6-9-15-0mm-m5-edelstahl-a2-7550510002.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/blindnietmutter-6-9-15-0mm-m5-edelstahl-a2-7550510002.jpg","cleanImageName":"blindnietmutter-6-9-15-0mm-m5-edelstahl-a2-7550510002.jpg"},{"names":{"imageId":33312,"lang":"de","name":"","alternate":""},"path":"S3:1015:GO-NUT-M5-A2-21-o-l-T.jpg","width":1500,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/GO-NUT-M5-A2-21-o-l-T.jpg","height":851,"cleanImageName":"GO-NUT-M5-A2-21-o-l-T.jpg"},{"names":{"imageId":29943,"lang":"de","name":"","alternate":""},"height":963,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/GO-NUT-A2-21-22-o-l-Z.jpg","width":1500,"path":"S3:1015:GO-NUT-A2-21-22-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-A2-21-22-o-l-Z.jpg"},{"height":1500,"width":654,"names":{"name":"","alternate":"","lang":"de","imageId":4663},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","path":"S3:1015:GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg"},{"names":{"lang":"de","name":"","imageId":30581,"alternate":""},"path":"S3:1015:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"imageId":26953,"alternate":"","lang":"de","name":""},"path":"S3:1015:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","imageId":18957,"name":"","lang":"de"},"position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"path":"S3:1015:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1015,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Edelstahl A2 V2A (\u00d8 x L) 6,9 mm x 15,0 mm Blindmuttern Flachkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Edelstahl A2 6,9 x 15,0 mm Flachkopf","urlPath":"blindnietmutter-nietmutter-m5-edelstahl-a2-flachkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Edelstahl A2 (\u00d8 x L) 6,9 mm x 15,0 mm Flachkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1015,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:09:37+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2097,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":96.05,"formatted":"96,05\u00a0CHF"},"unitPrice":{"value":96.05,"formatted":"96,05\u00a0CHF"},"basePrice":"0,38\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3842,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":96.05,"priceNet":80.714285714286,"basePrice":96.05,"basePriceNet":80.714285714286,"unitPrice":96.05,"unitPriceNet":80.714285714286,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":96.05,"formatted":"96,05\u00a0CHF"},"unitPrice":{"value":96.05,"formatted":"96,05\u00a0CHF"},"basePrice":"0,38\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3842,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":96.05,"priceNet":80.714285714286,"basePrice":96.05,"basePriceNet":80.714285714286,"unitPrice":96.05,"unitPriceNet":80.714285714286,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Edelstahl A2 (Ø x L) 6,9 mm x 15,0 mm Flachkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"imageId":28534,"lang":"de","name":"","alternate":""},"path":"S3:1016:blindnietmutter-7-0-13-5mm-m5-edelstahl-a2-7550510200.jpg","width":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/blindnietmutter-7-0-13-5mm-m5-edelstahl-a2-7550510200.jpg","height":1200,"cleanImageName":"blindnietmutter-7-0-13-5mm-m5-edelstahl-a2-7550510200.jpg"},{"path":"S3:1016:GO-NUT-M5-A2-48-o-l-T.jpg","names":{"lang":"de","name":"","imageId":33376,"alternate":""},"position":4,"width":1500,"height":730,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/GO-NUT-M5-A2-48-o-l-T.jpg","cleanImageName":"GO-NUT-M5-A2-48-o-l-T.jpg"},{"names":{"imageId":30007,"lang":"de","name":"","alternate":""},"height":960,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/GO-NUT-A2-48-o-l-Z.jpg","width":1500,"path":"S3:1016:GO-NUT-A2-48-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-A2-48-o-l-Z.jpg"},{"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"names":{"name":"","imageId":5175,"alternate":"","lang":"de"},"height":1500,"path":"S3:1016:GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":{"name":"","alternate":"","lang":"de","imageId":30645},"position":8,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1016:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"height":887,"names":{"lang":"de","alternate":"","imageId":26954,"name":""},"path":"S3:1016:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","imageId":18958,"lang":"de","name":""},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1016:Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":null,"manufacturerId":3,"id":1016,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Edelstahl A2 V2A (\u00d8 x L) 7,0 mm x 13,5 mm Blindmuttern Flachkopf Teilsechskantschaft Schaftende offen Einziehmutter Einnietmuttern","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Edelstahl A2 7,0 x 13,5 mm Flachkopf","urlPath":"blindnietmutter-nietmutter-m5-edelstahl-a2-flachkopf-teilsechskantschaft-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Edelstahl A2 (\u00d8 x L) 7,0 mm x 13,5 mm Flachkopf Teilsechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1016,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:09:37+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2098,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":100.7,"formatted":"100,70\u00a0CHF"},"unitPrice":{"value":100.7,"formatted":"100,70\u00a0CHF"},"basePrice":"0,40\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.4028,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":100.7,"priceNet":84.621848739496,"basePrice":100.7,"basePriceNet":84.621848739496,"unitPrice":100.7,"unitPriceNet":84.621848739496,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":100.7,"formatted":"100,70\u00a0CHF"},"unitPrice":{"value":100.7,"formatted":"100,70\u00a0CHF"},"basePrice":"0,40\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.4028,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":100.7,"priceNet":84.621848739496,"basePrice":100.7,"basePriceNet":84.621848739496,"unitPrice":100.7,"unitPriceNet":84.621848739496,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Edelstahl A2 (Ø x L) 7,0 mm x 13,5 mm Flachkopf Teilsechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"alternate":"","lang":"de","imageId":28538,"name":""},"width":1200,"height":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/blindnietmutter-7-0-14-0mm-m5-edelstahl-a2-7550512200.jpg","path":"S3:1020:blindnietmutter-7-0-14-0mm-m5-edelstahl-a2-7550512200.jpg","cleanImageName":"blindnietmutter-7-0-14-0mm-m5-edelstahl-a2-7550512200.jpg"},{"path":"S3:1020:GO-NUT-M5-A2-51-o-l-T.jpg","names":{"lang":"de","name":"","imageId":33386,"alternate":""},"position":4,"width":1500,"height":727,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/GO-NUT-M5-A2-51-o-l-T.jpg","cleanImageName":"GO-NUT-M5-A2-51-o-l-T.jpg"},{"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/GO-NUT-A2-51-o-l-Z.jpg","width":1500,"names":{"name":"","imageId":30017,"alternate":"","lang":"de"},"height":961,"path":"S3:1020:GO-NUT-A2-51-o-l-Z.jpg","cleanImageName":"GO-NUT-A2-51-o-l-Z.jpg"},{"position":7,"names":{"name":"","lang":"de","alternate":"","imageId":5255},"path":"S3:1020:GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":{"name":"","alternate":"","imageId":30655,"lang":"de"},"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"path":"S3:1020:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"name":"","lang":"de","imageId":26958,"alternate":""},"path":"S3:1020:wekrstoff-passend.JPG","position":9,"height":887,"width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"name":"","imageId":18962,"lang":"de","alternate":""},"width":1200,"path":"S3:1020:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1020,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","urlPath":"blindnietmutter-nietmutter-m5-edelstahl-a2-kleiner-senkkopf-teilsechskantschaft-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Edelstahl A2 7,0 x 14,0 mm Senkkopf","name3":"GOEBEL \u2013 250 x Blindnietmuttern Nietmuttern M5 Edelstahl A2 V2A (\u00d8 x L) 7,0 mm x 14,0 mm Blindmuttern kleiner Senkkopf Teilsechskantschaft Schaftende offen Einziehmutter Einnietmuttern","name1":"Blindnietmutter - Nietmutter - M5 Edelstahl A2 (\u00d8 x L) 7,0 mm x 14,0 mm kleiner Senkkopf Teilsechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1020,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-06-13T08:00:31+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2102,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":96,"formatted":"96,00\u00a0CHF"},"unitPrice":{"value":96,"formatted":"96,00\u00a0CHF"},"basePrice":"0,38\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.384,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":96,"priceNet":80.672268907563,"basePrice":96,"basePriceNet":80.672268907563,"unitPrice":96,"unitPriceNet":80.672268907563,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":96,"formatted":"96,00\u00a0CHF"},"unitPrice":{"value":96,"formatted":"96,00\u00a0CHF"},"basePrice":"0,38\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.384,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":96,"priceNet":80.672268907563,"basePrice":96,"basePriceNet":80.672268907563,"unitPrice":96,"unitPriceNet":80.672268907563,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Edelstahl A2 (Ø x L) 7,0 mm x 14,0 mm kleiner Senkkopf Teilsechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"path":"S3:1009:blindnietmutter-6-9-11-5mm-m5-stahl-7550502000.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1009\/middle\/blindnietmutter-6-9-11-5mm-m5-stahl-7550502000.jpg","names":{"name":"","alternate":"","imageId":28527,"lang":"de"},"width":1200,"height":1200,"position":1,"cleanImageName":"blindnietmutter-6-9-11-5mm-m5-stahl-7550502000.jpg"},{"names":{"name":"","imageId":33347,"lang":"de","alternate":""},"height":799,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1009\/middle\/GO-NUT-M5-ST-33-o-l-T.jpg","width":1500,"path":"S3:1009:GO-NUT-M5-ST-33-o-l-T.jpg","position":4,"cleanImageName":"GO-NUT-M5-ST-33-o-l-T.jpg"},{"height":964,"width":1500,"names":{"name":"","alternate":"","lang":"de","imageId":29978},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1009\/middle\/GO-NUT-ST-33-34-o-l-Z.jpg","path":"S3:1009:GO-NUT-ST-33-34-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-ST-33-34-o-l-Z.jpg"},{"width":654,"names":{"alternate":"","imageId":4943,"lang":"de","name":""},"height":1500,"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1009\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","path":"S3:1009:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"width":1500,"names":{"alternate":"","imageId":30616,"lang":"de","name":""},"height":1313,"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1009\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1009:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"alternate":"","imageId":26947,"lang":"de","name":""},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1009\/middle\/wekrstoff-passend.JPG","path":"S3:1009:wekrstoff-passend.JPG","position":9,"width":1455,"height":887,"cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","imageId":18951,"name":"","lang":"de"},"position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1009\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"path":"S3:1009:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1009,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 6,9 x 11,5 mm Senkkopf","lang":"de","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 11,5 mm Blindmuttern kleiner Senkkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-kleiner-senkkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 11,5 mm kleiner Senkkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1009,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-02-26T08:00:25+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2091,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":22.15,"formatted":"22,15\u00a0CHF"},"unitPrice":{"value":22.15,"formatted":"22,15\u00a0CHF"},"basePrice":"0,09\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0886,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":22.15,"priceNet":18.613445378151,"basePrice":22.15,"basePriceNet":18.613445378151,"unitPrice":22.15,"unitPriceNet":18.613445378151,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":22.15,"formatted":"22,15\u00a0CHF"},"unitPrice":{"value":22.15,"formatted":"22,15\u00a0CHF"},"basePrice":"0,09\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0886,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":22.15,"priceNet":18.613445378151,"basePrice":22.15,"basePriceNet":18.613445378151,"unitPrice":22.15,"unitPriceNet":18.613445378151,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 6,9 mm x 11,5 mm kleiner Senkkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"alternate":"","lang":"de","name":"","imageId":28521},"position":1,"path":"S3:1003:blindnietmutter-6-9-12-0mm-m5-stahl-7550500000.jpg","height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/blindnietmutter-6-9-12-0mm-m5-stahl-7550500000.jpg","cleanImageName":"blindnietmutter-6-9-12-0mm-m5-stahl-7550500000.jpg"},{"names":{"alternate":"","name":"","imageId":33294,"lang":"de"},"path":"S3:1003:GO-NUT-M5-ST-19-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/GO-NUT-M5-ST-19-o-l-T.jpg","position":4,"height":849,"width":1500,"cleanImageName":"GO-NUT-M5-ST-19-o-l-T.jpg"},{"height":958,"width":1500,"names":{"name":"","alternate":"","lang":"de","imageId":29925},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/GO-NUT-ST-19-20-o-l-Z.jpg","path":"S3:1003:GO-NUT-ST-19-20-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-ST-19-20-o-l-Z.jpg"},{"path":"S3:1003:GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","names":{"lang":"de","name":"","alternate":"","imageId":4519},"width":654,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":{"name":"","alternate":"","imageId":30563,"lang":"de"},"height":1313,"path":"S3:1003:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"imageId":26941,"alternate":"","lang":"de","name":""},"path":"S3:1003:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","name":"","imageId":18945,"lang":"de"},"path":"S3:1003:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1003,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 6,9 x 12,0mm Flachkopf","lang":"de","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 12,0 mm Blindmuttern Flachkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-flachkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 12,0 mm Flachkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1003,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-07-10T11:45:28+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2085,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":22.45,"formatted":"22,45\u00a0CHF"},"unitPrice":{"value":22.45,"formatted":"22,45\u00a0CHF"},"basePrice":"0,09\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0898,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":22.45,"priceNet":18.865546218487,"basePrice":22.45,"basePriceNet":18.865546218487,"unitPrice":22.45,"unitPriceNet":18.865546218487,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":22.45,"formatted":"22,45\u00a0CHF"},"unitPrice":{"value":22.45,"formatted":"22,45\u00a0CHF"},"basePrice":"0,09\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0898,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":22.45,"priceNet":18.865546218487,"basePrice":22.45,"basePriceNet":18.865546218487,"unitPrice":22.45,"unitPriceNet":18.865546218487,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 6,9 mm x 12,0 mm Flachkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"imageId":28528,"lang":"de","name":"","alternate":""},"path":"S3:1010:blindnietmutter-6-9-13-0mm-m5-stahl-7550502001.jpg","width":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/blindnietmutter-6-9-13-0mm-m5-stahl-7550502001.jpg","height":1200,"cleanImageName":"blindnietmutter-6-9-13-0mm-m5-stahl-7550502001.jpg"},{"names":{"alternate":"","lang":"de","imageId":33348,"name":""},"height":799,"path":"S3:1010:GO-NUT-M5-ST-33-o-l-T.jpg","position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/GO-NUT-M5-ST-33-o-l-T.jpg","width":1500,"cleanImageName":"GO-NUT-M5-ST-33-o-l-T.jpg"},{"names":{"imageId":29979,"alternate":"","lang":"de","name":""},"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/GO-NUT-ST-33-34-o-l-Z.jpg","height":964,"path":"S3:1010:GO-NUT-ST-33-34-o-l-Z.jpg","width":1500,"cleanImageName":"GO-NUT-ST-33-34-o-l-Z.jpg"},{"height":1500,"width":654,"names":{"name":"","alternate":"","lang":"de","imageId":4951},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg","path":"S3:1010:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg"},{"names":{"lang":"de","imageId":30617,"alternate":"","name":""},"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1010:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"alternate":"","lang":"de","imageId":26948,"name":""},"width":1455,"height":887,"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/wekrstoff-passend.JPG","path":"S3:1010:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"name":"","lang":"de","imageId":18952,"alternate":""},"path":"S3:1010:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1010,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 6,9 x 13,0 mm Senkkopf","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 13,0 mm Blindmuttern kleiner Senkkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-kleiner-senkkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 13,0 mm kleiner Senkkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1010,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2092,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":32.5,"formatted":"32,50\u00a0CHF"},"unitPrice":{"value":32.5,"formatted":"32,50\u00a0CHF"},"basePrice":"0,13\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.13,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":32.5,"priceNet":27.310924369748,"basePrice":32.5,"basePriceNet":27.310924369748,"unitPrice":32.5,"unitPriceNet":27.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":32.5,"formatted":"32,50\u00a0CHF"},"unitPrice":{"value":32.5,"formatted":"32,50\u00a0CHF"},"basePrice":"0,13\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.13,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":32.5,"priceNet":27.310924369748,"basePrice":32.5,"basePriceNet":27.310924369748,"unitPrice":32.5,"unitPriceNet":27.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 6,9 mm x 13,0 mm kleiner Senkkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"alternate":"","name":"","imageId":28525,"lang":"de"},"path":"S3:1007:blindnietmutter-6-9-13-5mm-m5-stahl-7550501000.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/blindnietmutter-6-9-13-5mm-m5-stahl-7550501000.jpg","position":1,"height":1200,"width":1200,"cleanImageName":"blindnietmutter-6-9-13-5mm-m5-stahl-7550501000.jpg"},{"names":{"name":"","lang":"de","imageId":33324,"alternate":""},"path":"S3:1007:GO-NUT-M5-ST-26-o-l-T.jpg","position":4,"height":788,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/GO-NUT-M5-ST-26-o-l-T.jpg","cleanImageName":"GO-NUT-M5-ST-26-o-l-T.jpg"},{"names":{"imageId":29955,"alternate":"","lang":"de","name":""},"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/GO-NUT-ST-26-27-o-l-Z.jpg","height":960,"path":"S3:1007:GO-NUT-ST-26-27-o-l-Z.jpg","width":1500,"cleanImageName":"GO-NUT-ST-26-27-o-l-Z.jpg"},{"names":{"imageId":4759,"alternate":"","lang":"de","name":""},"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg","height":1500,"path":"S3:1007:GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg"},{"names":{"imageId":30593,"alternate":"","lang":"de","name":""},"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"path":"S3:1007:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"alternate":"","lang":"de","imageId":26945,"name":""},"width":1455,"height":887,"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/wekrstoff-passend.JPG","path":"S3:1007:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","imageId":18949,"lang":"de","name":""},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1007:Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","storeSpecial":null,"id":1007,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 6,9 x 13,5 mm Senkkopf","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Stahl verzinkt Blindmuttern (\u00d8 x L) 6,9 mm x 13,5 mm Senkkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","lang":"de","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-senkkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 13,5 mm Senkkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1007,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-09T12:00:20+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2089,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":23.2,"formatted":"23,20\u00a0CHF"},"unitPrice":{"value":23.2,"formatted":"23,20\u00a0CHF"},"basePrice":"0,09\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0928,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":23.2,"priceNet":19.495798319328,"basePrice":23.2,"basePriceNet":19.495798319328,"unitPrice":23.2,"unitPriceNet":19.495798319328,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":23.2,"formatted":"23,20\u00a0CHF"},"unitPrice":{"value":23.2,"formatted":"23,20\u00a0CHF"},"basePrice":"0,09\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0928,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":23.2,"priceNet":19.495798319328,"basePrice":23.2,"basePriceNet":19.495798319328,"unitPrice":23.2,"unitPriceNet":19.495798319328,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 6,9 mm x 13,5 mm Senkkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"alternate":"","lang":"de","imageId":28522,"name":""},"height":1200,"path":"S3:1004:blindnietmutter-6-9-15-0mm-m5-stahl-7550500002.jpg","position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/blindnietmutter-6-9-15-0mm-m5-stahl-7550500002.jpg","width":1200,"cleanImageName":"blindnietmutter-6-9-15-0mm-m5-stahl-7550500002.jpg"},{"names":{"imageId":33295,"lang":"de","name":"","alternate":""},"path":"S3:1004:GO-NUT-M5-ST-19-o-l-T.jpg","width":1500,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/GO-NUT-M5-ST-19-o-l-T.jpg","height":849,"cleanImageName":"GO-NUT-M5-ST-19-o-l-T.jpg"},{"width":1500,"names":{"alternate":"","imageId":29926,"name":"","lang":"de"},"position":6,"height":958,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/GO-NUT-ST-19-20-o-l-Z.jpg","path":"S3:1004:GO-NUT-ST-19-20-o-l-Z.jpg","cleanImageName":"GO-NUT-ST-19-20-o-l-Z.jpg"},{"width":654,"names":{"alternate":"","imageId":4527,"lang":"de","name":""},"height":1500,"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","path":"S3:1004:GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg"},{"width":1500,"names":{"alternate":"","imageId":30564,"lang":"de","name":""},"height":1313,"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1004:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"height":887,"names":{"name":"","alternate":"","lang":"de","imageId":26942},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/wekrstoff-passend.JPG","position":9,"path":"S3:1004:wekrstoff-passend.JPG","width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","name":"","imageId":18946,"lang":"de"},"path":"S3:1004:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1004,"manufacturerId":3,"itemType":"default","storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 6,9 x 15,0mm Flachkopf","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 15,0 mm Blindmuttern Flachkopf Rundschaft ger\u00e4ndelt Schaftende offen - Einziehmutter Einnietmuttern","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-flachkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 15,0 mm Flachkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1004,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:09:36+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2086,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":26,"formatted":"26,00\u00a0CHF"},"unitPrice":{"value":26,"formatted":"26,00\u00a0CHF"},"basePrice":"0,10\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.104,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":26,"priceNet":21.848739495798,"basePrice":26,"basePriceNet":21.848739495798,"unitPrice":26,"unitPriceNet":21.848739495798,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":26,"formatted":"26,00\u00a0CHF"},"unitPrice":{"value":26,"formatted":"26,00\u00a0CHF"},"basePrice":"0,10\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.104,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":26,"priceNet":21.848739495798,"basePrice":26,"basePriceNet":21.848739495798,"unitPrice":26,"unitPriceNet":21.848739495798,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 6,9 mm x 15,0 mm Flachkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"imageId":28526,"lang":"de","name":"","alternate":""},"path":"S3:1008:blindnietmutter-6-9-16-0mm-m5-stahl-7550501001.jpg","width":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/blindnietmutter-6-9-16-0mm-m5-stahl-7550501001.jpg","height":1200,"cleanImageName":"blindnietmutter-6-9-16-0mm-m5-stahl-7550501001.jpg"},{"path":"S3:1008:GO-NUT-M5-ST-26-o-l-T.jpg","names":{"lang":"de","name":"","imageId":33325,"alternate":""},"position":4,"width":1500,"height":788,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/GO-NUT-M5-ST-26-o-l-T.jpg","cleanImageName":"GO-NUT-M5-ST-26-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/GO-NUT-ST-26-27-o-l-Z.jpg","names":{"name":"","alternate":"","imageId":29956,"lang":"de"},"path":"S3:1008:GO-NUT-ST-26-27-o-l-Z.jpg","position":6,"height":960,"cleanImageName":"GO-NUT-ST-26-27-o-l-Z.jpg"},{"names":{"imageId":4767,"lang":"de","alternate":"","name":""},"path":"S3:1008:GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--4-0-6-5-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--4-0-6-5-mm_3.jpg","width":654,"position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--4-0-6-5-mm_3.jpg"},{"path":"S3:1008:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":{"lang":"de","name":"","alternate":"","imageId":30594},"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"name":"","imageId":26946,"lang":"de","alternate":""},"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/wekrstoff-passend.JPG","width":1455,"path":"S3:1008:wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"path":"S3:1008:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/Logo-Goebel-1200-1200.jpg","names":{"name":"","alternate":"","imageId":18950,"lang":"de"},"width":1200,"height":1200,"position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1008,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 6,9 x 16,0 mm Senkkopf","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 16,0 mm Blindmuttern Senkkopf Rundschaft ger\u00e4ndelt Schaftende offen Einziehmutter Einnietmuttern","lang":"de","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-senkkopf-rundschaft-geraendelt-mit-unterkopfverzahnung-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 6,9 mm x 16,0 mm Senkkopf Rundschaft ger\u00e4ndelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1008,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-12-05T10:15:30+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2090,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":33.7,"formatted":"33,70\u00a0CHF"},"unitPrice":{"value":33.7,"formatted":"33,70\u00a0CHF"},"basePrice":"0,13\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1348,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":33.7,"priceNet":28.319327731092,"basePrice":33.7,"basePriceNet":28.319327731092,"unitPrice":33.7,"unitPriceNet":28.319327731092,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":33.7,"formatted":"33,70\u00a0CHF"},"unitPrice":{"value":33.7,"formatted":"33,70\u00a0CHF"},"basePrice":"0,13\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1348,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":33.7,"priceNet":28.319327731092,"basePrice":33.7,"basePriceNet":28.319327731092,"unitPrice":33.7,"unitPriceNet":28.319327731092,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 6,9 mm x 16,0 mm Senkkopf Rundschaft gerändelt mit Unterkopfverzahnung Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"imageId":28523,"lang":"de","name":"","alternate":""},"path":"S3:1005:blindnietmutter-7-0-13-5mm-m5-stahl-7550500100.jpg","width":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/blindnietmutter-7-0-13-5mm-m5-stahl-7550500100.jpg","height":1200,"cleanImageName":"blindnietmutter-7-0-13-5mm-m5-stahl-7550500100.jpg"},{"names":{"name":"","imageId":33391,"lang":"de","alternate":""},"width":1500,"path":"S3:1005:GO-NUT-M5-ST-53-o-l-T.jpg","position":4,"height":789,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/GO-NUT-M5-ST-53-o-l-T.jpg","cleanImageName":"GO-NUT-M5-ST-53-o-l-T.jpg"},{"names":{"lang":"de","imageId":30022,"alternate":"","name":""},"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/GO-NUT-ST-53-54-o-l-Z.jpg","path":"S3:1005:GO-NUT-ST-53-54-o-l-Z.jpg","height":968,"width":1500,"cleanImageName":"GO-NUT-ST-53-54-o-l-Z.jpg"},{"height":1500,"width":654,"names":{"name":"","alternate":"","lang":"de","imageId":5295},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","path":"S3:1005:GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":{"lang":"de","imageId":30660,"name":"","alternate":""},"width":1500,"path":"S3:1005:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"alternate":"","lang":"de","imageId":26943,"name":""},"width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/wekrstoff-passend.JPG","height":887,"position":9,"path":"S3:1005:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","imageId":18947,"lang":"de","name":""},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1005:Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1005,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Stahl verzinkt (\u00d8 x L) 7,0 mm x 13,5 mm Blindmuttern Flachkopf Sechskantschaft Schaftende offen Einziehmutter Einnietmuttern","lang":"de","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 6,9 x 16,0 mm Senkkopf","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-flachkopf-sechskantschaft-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 7,0 mm x 13,5 mm Flachkopf Sechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1005,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2087,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":31.45,"formatted":"31,45\u00a0CHF"},"unitPrice":{"value":31.45,"formatted":"31,45\u00a0CHF"},"basePrice":"0,13\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1258,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":31.45,"priceNet":26.428571428571,"basePrice":31.45,"basePriceNet":26.428571428571,"unitPrice":31.45,"unitPriceNet":26.428571428571,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":31.45,"formatted":"31,45\u00a0CHF"},"unitPrice":{"value":31.45,"formatted":"31,45\u00a0CHF"},"basePrice":"0,13\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1258,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":31.45,"priceNet":26.428571428571,"basePrice":31.45,"basePriceNet":26.428571428571,"unitPrice":31.45,"unitPriceNet":26.428571428571,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 7,0 mm x 13,5 mm Flachkopf Sechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"alternate":"","imageId":28524,"lang":"de","name":""},"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/blindnietmutter-7-0-13-5mm-m5-stahl-7550500200.jpg","path":"S3:1006:blindnietmutter-7-0-13-5mm-m5-stahl-7550500200.jpg","position":1,"width":1200,"height":1200,"cleanImageName":"blindnietmutter-7-0-13-5mm-m5-stahl-7550500200.jpg"},{"names":{"imageId":33371,"lang":"de","name":"","alternate":""},"path":"S3:1006:GO-NUT-M5-ST-47-o-l-T.jpg","width":1500,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/GO-NUT-M5-ST-47-o-l-T.jpg","height":722,"cleanImageName":"GO-NUT-M5-ST-47-o-l-T.jpg"},{"width":1500,"names":{"alternate":"","imageId":30002,"lang":"de","name":""},"height":963,"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/GO-NUT-ST-47-o-l-Z.jpg","path":"S3:1006:GO-NUT-ST-47-o-l-Z.jpg","cleanImageName":"GO-NUT-ST-47-o-l-Z.jpg"},{"names":{"name":"","alternate":"","lang":"de","imageId":5135},"position":7,"width":654,"path":"S3:1006:GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"position":8,"names":{"name":"","lang":"de","alternate":"","imageId":30640},"path":"S3:1006:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"height":887,"names":{"lang":"de","alternate":"","imageId":26944,"name":""},"path":"S3:1006:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"imageId":18948,"name":"","lang":"de","alternate":""},"path":"S3:1006:Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1006,"storeSpecial":null,"manufacturerId":3,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 7,0 x 13,5mm Flachkopf","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-flachkopf-teilsechskantschaft-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Stahl verzinkt Blindmuttern (\u00d8 x L) 7,0 mm x 13,5 mm Flachkopf Teilsechskantschaft Schaftende offen Einziehmutter Einnietmuttern","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 7,0 mm x 13,5 mm Flachkopf Teilsechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1006,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-17T16:15:19+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2088,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":26.75,"formatted":"26,75\u00a0CHF"},"unitPrice":{"value":26.75,"formatted":"26,75\u00a0CHF"},"basePrice":"0,11\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.107,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":26.75,"priceNet":22.478991596639,"basePrice":26.75,"basePriceNet":22.478991596639,"unitPrice":26.75,"unitPriceNet":22.478991596639,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":26.75,"formatted":"26,75\u00a0CHF"},"unitPrice":{"value":26.75,"formatted":"26,75\u00a0CHF"},"basePrice":"0,11\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.107,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":26.75,"priceNet":22.478991596639,"basePrice":26.75,"basePriceNet":22.478991596639,"unitPrice":26.75,"unitPriceNet":22.478991596639,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 7,0 mm x 13,5 mm Flachkopf Teilsechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"names":{"imageId":28529,"name":"","lang":"de","alternate":""},"path":"S3:1011:blindnietmutter-7-0-14-0mm-m5-stahl-7550502101.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/blindnietmutter-7-0-14-0mm-m5-stahl-7550502101.jpg","position":1,"cleanImageName":"blindnietmutter-7-0-14-0mm-m5-stahl-7550502101.jpg"},{"path":"S3:1011:GO-NUT-M5-ST-55-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/GO-NUT-M5-ST-55-o-l-T.jpg","names":{"name":"","alternate":"","imageId":33399,"lang":"de"},"width":1500,"height":791,"position":4,"cleanImageName":"GO-NUT-M5-ST-55-o-l-T.jpg"},{"names":{"imageId":30030,"lang":"de","name":"","alternate":""},"height":957,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/GO-NUT-ST-55-56-o-l-Z.jpg","width":1500,"path":"S3:1011:GO-NUT-ST-55-56-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-ST-55-56-o-l-Z.jpg"},{"names":{"name":"","alternate":"","lang":"de","imageId":5359},"position":7,"width":654,"path":"S3:1011:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"width":1500,"names":{"alternate":"","imageId":30668,"lang":"de","name":""},"height":1313,"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1011:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"imageId":26949,"alternate":"","lang":"de","name":""},"path":"S3:1011:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":{"imageId":18953,"lang":"de","name":"","alternate":""},"path":"S3:1011:Logo-Goebel-1200-1200.jpg","width":1200,"position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/Logo-Goebel-1200-1200.jpg","height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1011,"storeSpecial":null,"itemType":"default","manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 7,0 x 14,0 mm Senkkopf","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Stahl verzinkt (\u00d8 x L) 7,0 mm x 14,0 mm Blindmuttern kleiner Senkkopf Sechskantschaft Schaftende offen Einziehmutter Einnietmuttern","lang":"de","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-kleiner-senkkopf-sechskantschaft-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 7,0 mm x 14,0 mm kleiner Senkkopf Sechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1011,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-07-13T13:00:21+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1974,"availabilityId":8,"lang":"de","name":"auf Anfrage","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2093,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":29.95,"formatted":"29,95\u00a0CHF"},"unitPrice":{"value":29.95,"formatted":"29,95\u00a0CHF"},"basePrice":"0,12\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1198,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":29.95,"priceNet":25.168067226891,"basePrice":29.95,"basePriceNet":25.168067226891,"unitPrice":29.95,"unitPriceNet":25.168067226891,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":29.95,"formatted":"29,95\u00a0CHF"},"unitPrice":{"value":29.95,"formatted":"29,95\u00a0CHF"},"basePrice":"0,12\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1198,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":29.95,"priceNet":25.168067226891,"basePrice":29.95,"basePriceNet":25.168067226891,"unitPrice":29.95,"unitPriceNet":25.168067226891,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 7,0 mm x 14,0 mm kleiner Senkkopf Sechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"path":"S3:1013:blindnietmutter-7-0-14-0mm-m5-stahl-7550502200.jpg","names":{"lang":"de","name":"","imageId":28531,"alternate":""},"position":1,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/blindnietmutter-7-0-14-0mm-m5-stahl-7550502200.jpg","cleanImageName":"blindnietmutter-7-0-14-0mm-m5-stahl-7550502200.jpg"},{"path":"S3:1013:GO-NUT-M5-ST-50-o-l-T.jpg","names":{"lang":"de","name":"","imageId":33381,"alternate":""},"position":4,"width":1500,"height":723,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/GO-NUT-M5-ST-50-o-l-T.jpg","cleanImageName":"GO-NUT-M5-ST-50-o-l-T.jpg"},{"names":{"name":"","alternate":"","lang":"de","imageId":30012},"position":6,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/GO-NUT-ST-50-o-l-Z.jpg","path":"S3:1013:GO-NUT-ST-50-o-l-Z.jpg","height":961,"cleanImageName":"GO-NUT-ST-50-o-l-Z.jpg"},{"names":{"lang":"de","imageId":5215,"name":"","alternate":""},"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"path":"S3:1013:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":{"imageId":30650,"alternate":"","lang":"de","name":""},"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"path":"S3:1013:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"alternate":"","imageId":26951,"name":"","lang":"de"},"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/wekrstoff-passend.JPG","width":1455,"height":887,"path":"S3:1013:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"alternate":"","lang":"de","imageId":18955,"name":""},"width":1200,"height":1200,"position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1013:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1013,"storeSpecial":null,"itemType":"default","manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 7,0 x 14,0 mm Senkkopf Schaftende","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern M5 Blindmuttern Stahl verzinkt (\u00d8 x L) 7,0 mm x 14,0 mm kleiner Senkkopf Teilsechskantschaft Schaftende offen Einziehmutter Einnietmuttern","lang":"de","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-kleiner-senkkopf-teilsechskantschaft-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 7,0 mm x 14,0 mm kleiner Senkkopf Teilsechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1013,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-01-27T16:45:16+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2170,"availabilityId":1,"lang":"de","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2095,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":26.55,"formatted":"26,55\u00a0CHF"},"unitPrice":{"value":26.55,"formatted":"26,55\u00a0CHF"},"basePrice":"0,11\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1062,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":26.55,"priceNet":22.310924369748,"basePrice":26.55,"basePriceNet":22.310924369748,"unitPrice":26.55,"unitPriceNet":22.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":26.55,"formatted":"26,55\u00a0CHF"},"unitPrice":{"value":26.55,"formatted":"26,55\u00a0CHF"},"basePrice":"0,11\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1062,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":26.55,"priceNet":22.310924369748,"basePrice":26.55,"basePriceNet":22.310924369748,"unitPrice":26.55,"unitPriceNet":22.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 7,0 mm x 14,0 mm kleiner Senkkopf Teilsechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT -
{"images":{"all":[{"position":1,"names":{"lang":"de","name":"","imageId":28530,"alternate":""},"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/blindnietmutter-7-0-16-5mm-m5-stahl-7550502102.jpg","path":"S3:1012:blindnietmutter-7-0-16-5mm-m5-stahl-7550502102.jpg","width":1200,"cleanImageName":"blindnietmutter-7-0-16-5mm-m5-stahl-7550502102.jpg"},{"names":{"imageId":33400,"alternate":"","lang":"de","name":""},"path":"S3:1012:GO-NUT-M5-ST-55-o-l-T.jpg","height":791,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/GO-NUT-M5-ST-55-o-l-T.jpg","position":4,"width":1500,"cleanImageName":"GO-NUT-M5-ST-55-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/GO-NUT-ST-55-56-o-l-Z.jpg","names":{"name":"","alternate":"","imageId":30031,"lang":"de"},"path":"S3:1012:GO-NUT-ST-55-56-o-l-Z.jpg","position":6,"height":957,"cleanImageName":"GO-NUT-ST-55-56-o-l-Z.jpg"},{"names":{"lang":"de","imageId":5367,"name":"","alternate":""},"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--3-0-5-0-mm_3.jpg","width":654,"path":"S3:1012:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--3-0-5-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--3-0-5-0-mm_3.jpg"},{"names":{"lang":"de","imageId":30669,"alternate":"","name":""},"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1012:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":{"alternate":"","imageId":26950,"name":"","lang":"de"},"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/wekrstoff-passend.JPG","width":1455,"height":887,"path":"S3:1012:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":{"name":"","imageId":18954,"lang":"de","alternate":""},"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"path":"S3:1012:Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1012,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"de","urlPath":"blindnietmutter-nietmutter-m5-stahl-verzinkt-kleiner-senkkopf-sechskantschaft-schaftende-offen-einziehmutter-einnietmuttern-go-nut","name2":"GOEBEL 250 Blindnietmuttern Nietmuttern M5 Stahl verzinkt 7,0 x 16,5 mm Senkkopf","name3":"GOEBEL - 250 x Blindnietmuttern - Nietmuttern - M5 Stahl verzinkt (\u00d8 x L) 7,0 mm x 16,5 mm Blindmuttern kleiner Senkkopf Sechskantschaft Schaftende offen Einziehmutter Einnietmuttern","name1":"Blindnietmutter - Nietmutter - M5 Stahl verzinkt (\u00d8 x L) 7,0 mm x 16,5 mm kleiner Senkkopf Sechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1012,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-06-13T09:00:32+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1974,"availabilityId":8,"lang":"de","name":"auf Anfrage","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2094,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"de","name":"St\u00fcck"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":44.65,"formatted":"44,65\u00a0CHF"},"unitPrice":{"value":44.65,"formatted":"44,65\u00a0CHF"},"basePrice":"0,18\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1786,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":44.65,"priceNet":37.521008403361,"basePrice":44.65,"basePriceNet":37.521008403361,"unitPrice":44.65,"unitPriceNet":37.521008403361,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":44.65,"formatted":"44,65\u00a0CHF"},"unitPrice":{"value":44.65,"formatted":"44,65\u00a0CHF"},"basePrice":"0,18\u00a0CHF \/ St\u00fcck","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1786,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"CHF","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":11,"price":44.65,"priceNet":37.521008403361,"basePrice":44.65,"basePriceNet":37.521008403361,"unitPrice":44.65,"unitPriceNet":37.521008403361,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"CHF","interval":"none","conversionFactor":0.92364273,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:03","type":"default","pricePosition":11}}]},"facets":[],"attributes":[]} Blindnietmutter - Nietmutter - M5 Stahl verzinkt (Ø x L) 7,0 mm x 16,5 mm kleiner Senkkopf Sechskantschaft Schaftende offen - Einziehmutter, Einnietmuttern - GO-NUT
GO-NUT
BLINDNIETMUTTERN

Flachkopf

Senkkopf

Kleiner Senkkopf

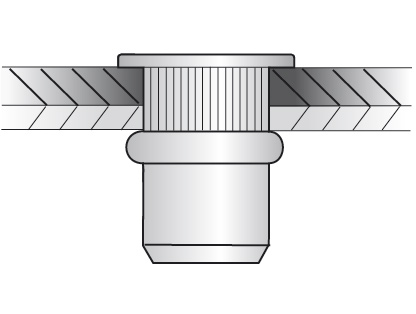
Lieferbar in den folgenden Qualitäten

AL = Aluminium AlMg 5 [ AISI 5056 ]
ST = Stahl verzinkt [ AISI 1008 ] Verzinkung 8 μ
A2 = Edelstahl A2 [ AISI 302 ]
A4 = Edelstahl A4 [ AISI 316 ]
Anwendungen
- Elektrotechnik
- Automobilindustrie
- Bauindustrie
- Küchentechnik
- Medizin-Labortechnik
- Solartechnik
und viele mehr
Eigenschaften
- universelle Lösung zum Befestigen eines tragfähigen Gewindes an dünnwandigen Bauteilen
- ideal für einseitig zugängige Bauteile (blinde Montage)
- Beim Einsatz von Blindnietmuttern unterliegen die Bauteile keinen temperaturbedingten Belastungen, so entsteht kein Verzug und die Oberflächen, bspw. bei lackierten oder geschliffenen Blechen, bleiben unbeschädigt.
MECHANISCHE EIGENSCHAFTEN „GO-NUT“
| d mm | Pull-In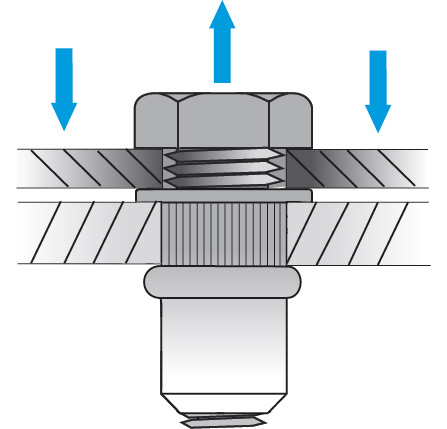 | Maximum Torque | |
| Stahl Edelstahl | M3 | 4000 N | 1,2 Nm |
|---|---|---|---|
| M4 | 6800 N | 3,0 Nm | |
| M5 | 10000 N | 6,0 Nm | |
| M6 | 150000 N | 10,0 Nm | |
| M8 | 27000 N | 24,0 Nm | |
| M10 | 37000 N | 48,0 Nm | |
| M12 | 54000 N | 82,0 Nm | |
| M16 | 80000 N | 160,0 Nm |
| Aluminium | M3 | 2500 N | 0,7 Nm |
|---|---|---|---|
| M4 | 3600 N | 2,0 Nm | |
| M5 | 5500 N | 4,0 Nm | |
| M6 | 8300 N | 6,0 Nm | |
| M8 | 13000 N | 15,0 Nm | |
| M10 | 20000 N | 27,0 Nm | |
| M12 | 28000 N | 45,0 Nm |
Lochtoleranzen für GO-NUT
M3 5,0 mm [+ 0,1/ - 0]
M4 6,0 mm [+ 0,1/ - 0]
M5 7,0 mm [+ 0,1/ - 0]
M6 9,0 mm [+ 0,1/ - 0]
M8 11,0 mm [+ 0,1/ - 0]
M10 13,0 mm [+ 0,1/ - 0]
M12 16,0 mm [+ 0,1/ - 0]
M16 21,0 mm [+ 0,1/ - 0]
GO-SPLIT
SPREIZ-BLINDNIETMUTTERN

Flachkopf
Lieferbar in den folgenden Qualitäten
ST
ST = Stahl verzinkt
[ AISI 1008 ] Verzinkung 8 μ
A
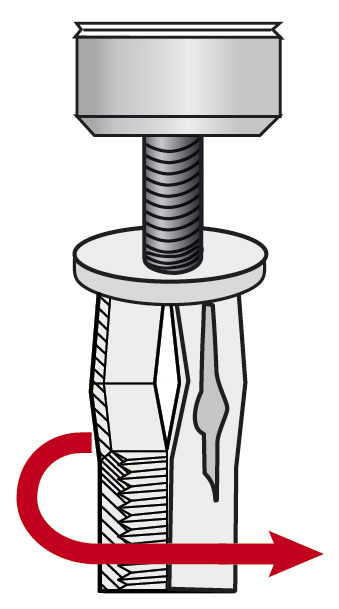
B

C
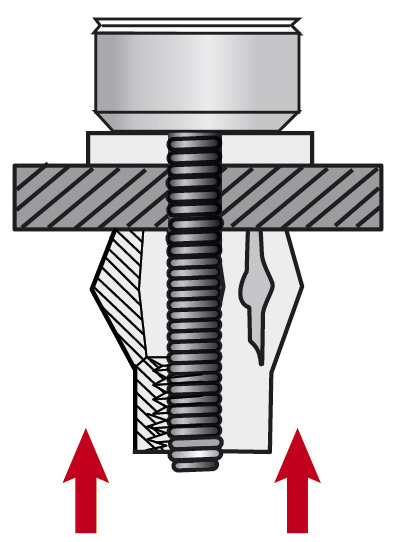
D

Aufspilden
Einführen
Stauchen
Abspindeln
Anwendungen
- Automobilindustrie
- Holz- und Kunststoffverarbeitende Industrie
- Innenausbau Nutzfahrzeuge
- Akkustik- und Trockenbau
- Klima- und Kältetechnik
- Apparate- und Behälterbau
und viele mehr
Eigenschaften
- hoher Klemmbereich für verschiedene Materialstärken
- besonders geeignet für das Einbringen in Kunststoffe, dünne Bleche oder Hohlprofile, bei denen hohe Ausreißkräfte gefordert sind (Blindnietmutter spreizt sich in vier Laschen)
- hohe Stabilität durch gerolltes Gewinde
GO-FOUR
SPREIZ-BLINDNIETMUTTERN

Flachkopf
Lieferbar in den folgenden Qualitäten

ST
ST = Stahl verzinkt
[ AISI 1008 ] Verzinkung 8 μ
A

B

C

D

Aufspilden
Spin on
Visser
Einführen
Insert
Inserer
Stauchen
Upset
Sertir
Abspindeln
Spin off
Devisser
Anwendungen
- Automobilindustrie
- Holz- und Kunststoffverarbeitende Industrie
- Innenausbau Nutzfahrzeuge
- Akkustik- und Trockenbau
- Klima- und Kältetechnik
- Apparate- und Behälterbau
und viele mehr
Eigenschaften
- hoher Klemmbereich für verschiedene Materialstärken
- besonders geeignet für das Einbringen in weiche und spröde Werkstoffe
- hohe Verdrehfestigkeit auf einem rauhen Untergrund
- schnelle und einfache Montage
NEOPREN
BLINDNIETMUTTERN AUS EPDM

Flachkopf
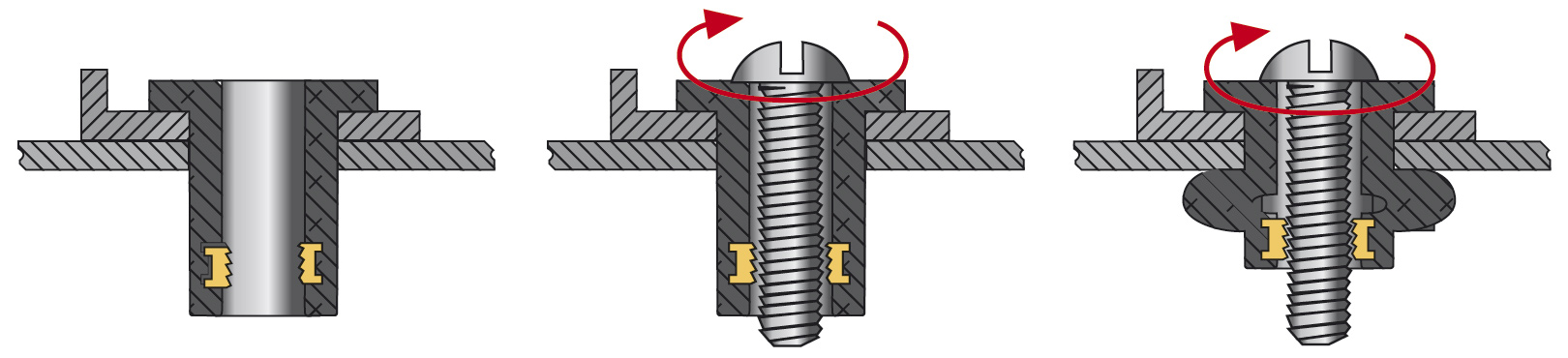
Lieferbar in den folgenden Qualitäten

EPDM / Messing

Schwingungsdämpfer

Bafestinger
Sacklöchern
Anwendungen
- Elektrotechnik
- Automobilindustrie
- Kälte- und Klimatechnik
- Agrartechnik/Landgeräte
- Gartentechnik
und viele mehr
Eigenschaften
- Verarbeitung von einseitig zugänglichen Bauteilen
- Absorbierung von Vibrationen durch hohe Elastizität und geräuschentkoppelnd
- geeignet für Kunststoff und Metallverbindungen
- korrosionsbeständig
- thermisch und elektrisch nicht leitend
- Temperaturbeständigkeit von -30ºC bis +80ºC
- wiederlösbare Nietverbindung
- kein Setzwerkzeug notwendig, Setzen und Lösen erfolgt über handelsübliche Schraubverbindung
GERÄTEMATRIX
SETZWERKZEUGE
 | Blindnietmuttern und-schrauben | ||||||||
| M3 | M4 | M5 | M6 | M8 | M10 | M12 | |||
| Handgeräte | GO-35 |  | AS | ||||||
| EL-8-N |  | ||||||||
| GO-510 |  | AS | |||||||
| GO - 520 |  | AS | |||||||
| EL-12-N |  | ||||||||
| GO-12-N |  | ||||||||
| Akku - Geräte | GO-RN1 |  | |||||||
| GO-RN2 |  | ||||||||
| GO-SN1 |  | ||||||||
| Pneumaten | Airpower 4 |  | AS | ||||||
TECHNIK
TECHNISCHE ERKLÄRUNGEN
TECHNISCHE ERKLÄRUNGEN

Kopf - Bestandteil der Blindnietmutter, welcher auf dem Bauteil aufliegt.
Schaft - Bestandteil der Blindnietmutter unterhalb des Kopfes.

Klemmstärke - Benennt die Materialstärke eines oder mehrerer Bauteile, in welche die Blindnietmutter montiert wird.
Klemmbereich - Die Materialstärke s muss innerhalb des Minimal- und des Maximalwert, für welchen die Blindnietmutter ausgelegt ist, liegen.
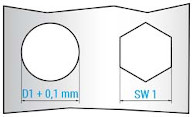
Maße der Aufnahmen - Bei zylindrischen Aufnahmen wird dieses Maß als Durchmesser D1 + 0,1 mm und bei sechseckigen/hexagonalen Aufnahmen als Schlüsselweite SW 1 bezeichnet. Bitte entnehmen Sie das empfohlene Bohrloch den jeweiligen Katalogseiten.

Gewindedorn - Auf diesem wird die Blindnietmutter aufgespindelt.
Mundstück - Das Mundstück ist Bestandteil des Setzwerkzeuges und liegt während des Setzvorgangs am Kopf der Blindnietmutter an.
DER SETZVORGANG
A

Aufspindeln
B

Einfuhren
C

Stauchen
D
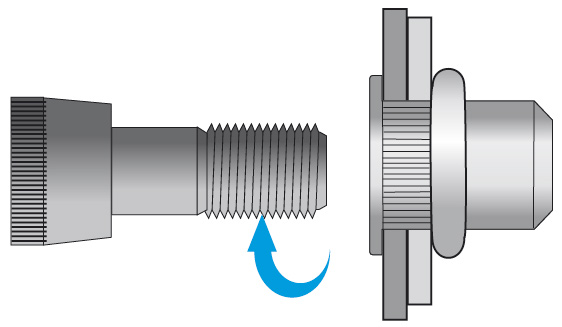
Abspindeln
Überstand Gewindedorn - mindestens 1 Gewindegang
Goebel favorisiert das Spindelhubverfahren. Zum Setzen der Blindnietmutter wird diese auf den Dorn des Setzwerkzeuges aufgespindelt, in die Bauteilbohrung eingeführt und durch den Gerätehub gesetzt. Dabei bildet sich der Schließkopf der Blindnietmutter. Nach dem Abspindeln der Blindnietmutter können die Bauteile verschraubt werden.
Verarbeitungshinweis und Empfehlungen
Wir empfehlen vorzugsweise Blindnietmuttern mit gerändeltem Schaft oder Sechskantschaft einzusetzen, um die Verdrehsicherheit zu gewährleisten.
Es ist sicherzustellen, dass sich die Bauteile nicht gegeneinander verdrehen können. Die zu verbindenden Bauteile dürfen nur einen minimalen Spalt aufweisen.
Ermitteln Sie vor dem Setzen einer Serie von Blindnietmuttern in einem Montageversuch die optimalen Einstellungen für Ihr Setzgerät (Hub und oder Kraft).
DER SETZVORGANG
1
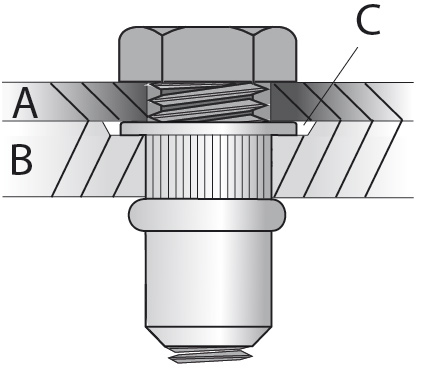
2

3

4
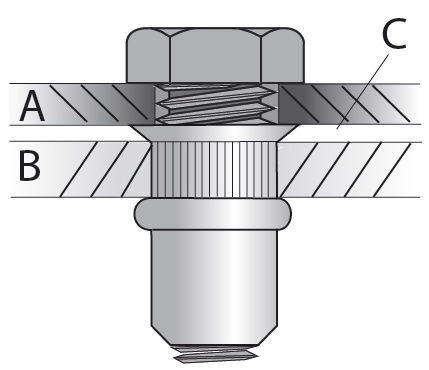
5
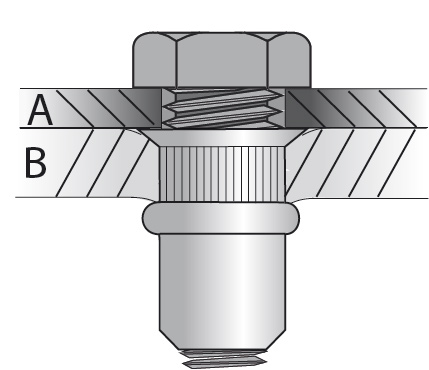
Der Flachkopf ist die handelsübliche und vielseitigste Form. Der Spalt C zwischen den Bauteilen A und B kann durch vorheriges Tiefziehen des Bleches auf den Wert 0 gebracht werden (Abb. 1). Die Blindnietmutter kann auch nur als Nietverbindung einesetzt werden (Abb.2).
Der Senkkopf erfordert meistens ein Ansenken des setzkopfseitigen Bauteiles, etwas geringer als der Senkkopf selbst (C > 0), so dass dieser minimal über das Bauteil B hinausragt und Bauteil A berührt. Der Senkkopf wird verwendet, wenn der kleine Senkkopf keine Anwendung findet (Abb.3).
Der kleine Senkkopf ist die optimierte Lösung zum Senkkopf. Ein Ansenken des setzkopfseitigen Bauteils ist in den meisten Fällen nicht notwendig. Der kleine Senkkopf wird verwendet, wenn der Spalt C gering oder auf Null reduziert werden soll. (Abb.4) Dies geschieht: - durch Ausnutzen eines Stanzkragens - durch leichte Ansenkung von B Bei weichen Materialien wird der Spalt C automatisch auf Null reduziert. (Abb.5) Der kleine Senkkopf sollte nicht verwendet werden, wenn: - die Aufnahme nicht genau in den Tolleranzmaßen ist - das zu verbauende Material verformbar ist (Ausknöpfen des Kopfes) - die Schraube ein Kippmoment auf die Blindnietmutter ausübt
SCHAFTAUSWAHL

Eine optimale Verdrehsicherheit wird durch den Teilsechskantschaft sichergestellt. Der Teilsechskant verhindert im Gegensatz zum Sechskantschaft ein irrtümliches Abschrauben nach dem Setzen durch einen Schlüssel (z.B. bei regelmäßigen Wartungen).

Der Sechskantschaft bietet ebenfalls eine optimale Verdrehsicherheit. Geeignet für Bauteile, bei denen die Gefahr des irrtümlichen Abschraubens nicht besteht.

Rundschaft gerändelt wird verwendet, wenn eine Anwendung eines Sechskantschaftes nicht möglich ist. Generell ist die gerändelte Ausführung, im Bezug auf die zusätzliche Verdrehsicherheit, der glatten vorzuziehen, speziell bei Bauteilen aus Kunststoff und weichen Materialien, jedoch auch bei harten Materialien.

Ein offenes Schaftende findet am häufigsten Anwendung, da man in der Wahl der Schraubenlänge flexibel ist.

Ein geschlossenes Schaftende findet Anwendung, wenn keine Flüssigkeit zwischen Schraube und Blindnietmutter gelangen darf.
AUSWAHL DER BLINDNIETMUTTER UND –SCHRAUBE IN ABHÄNGIGKEIT VOM BAUTEIL
Messen Sie die Materialstärke des zu verklemmenden Bauteils. Dieses Maß muss innerhalb des Klemmbereichs der Blindnietmutter liegen (min. KB – max. KB).
Bezieht man die zulässigen Toleranzbereiche mit ein und ergeben sich dann 2 Blindnietmuttern zur Auswahl, so ist folgendermaßen vorzugehen: Bei harten Bauteilen ist die kürzere Blindnietmutter mit dem kleineren Klemmbereich zu verwenden. => Bspw. bei einer Materialstärke von ca. 3 mm sollte 7550800000 anstatt 7550800001 verbaut werden.
Bei weichen Bauteilen ist die längere Blindnietmutter mit dem größeren Klemmbereich zu verwenden. => Bspw. bei einer Materialstärke von ca. 3 mm sollte 7550800001 anstatt 7550800000 verbaut werden.
Bei Bauteilen aus Kunststoff und weichen Materialen ist eine relativ breite Stauchwulst notwendig um entsprechend hohe mechanische Werte zu erreichen. Hier empfehlen wir unsere spezielle Produktserie von Spreizblindnietmuttern GO-SPLIT und GO-FOUR.
SCHRAUBENAUSWAHL
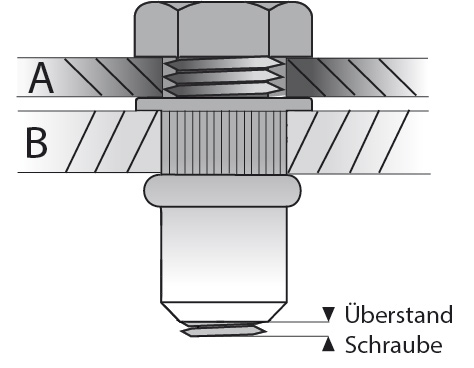
Schaftende offen
Der Überstand der Schraube muss mindestens einen Gewindegang betragen.

Schaftende geschlossen
Die Schraubenlänge (P) für eine geschlossene Blindnietmutter orientiert sich an der Materialstärke der zu verklemmenden Bauteile (A+B), zuzüglich der Kopfhöhe bzw. des Spaltmasses (C) in Kombination mit der Länge des Innengewindes L2.

Die Bohrung im Anschraubbauteil
Der empfohlene Durchmesser D2 für die Bohrung im Anschraubbauteil entspricht dem Schraubendurchmesser multipliziert mit dem Faktor 1,1.
Auswahl der Schrauben
Das Gewinde der Goebel Blindnietmutter verfügt über das handelsübliche Toleranzmaß 6H gemäß ISO 68. Dementsprenchend sind Goebel Blindnietmuttern mit dem am häufigsten verwendeten und handelsüblichen Schraubengewinde mit dem Toleranzmaß von 6G verwendbar.
Schmierung der Verschraubung
Sollten Sie große Serien verarbeiten, im speziellen Bauteile aus Edelstahl, so empfehlen wir den Gewindedorn Ihrers Setzgerätes vor der ersten Montage und danach in regelmäßigen Abständen zu schmieren um den optimalen Setzvorgang zu gewährleisten und die Langlebigkeit Ihres Setzwerkzeuges zu erhöhen.
WERKSTOFFKOMBINATIONEN
Zur Vermeidung von Kontaktkorrosion gilt die Regel:
Die Verbindungsteile müssen im jeweiligen Anwendungsfall mindestens die gleiche Korrosionsbeständigkeit haben wie die Bauteile. Falls dies nicht möglich ist, müssen die Verbindungsteile höherwertiger sein als die Bauteile.
ÜBERSICHT - WELCHE BLINDNIETMUTTER IN WELCHES BLECH
Die Verbindungsteile müssen im jeweiligen Anwendungsfall mindestens die gleiche Korrosionsbeständigkeit haben wie die Bauteile. Falls dies nicht möglich ist, müssen die Verbindungsteile höherwertiger sein als die Bauteile.
 -Al -Al |  -St -St |  -A2 -A2 |  -A4 -A4 | |
Aluminium | XXX | -- | XXX | XXX |
Stahl verzinkt | X | XXX | XX | XX |
Edelstahl A2 | XX | -- | XXX | XXX |
Edelstahl A4 | XX | -- | XXX | XXX |
Kupfer | XX | -- | XX | XX |
Messing | XX | -- | XX | XX |
| xxx sehr empfehlenswert xx empfehlenswert x mäßig empfehlenswert - nicht empfehlenswert | ||||
LIEFERBAR IN DEN FOLGENDEN QUALITÄTEN
VORTEILE DER WERKSTOFFE

niedriges Gewicht korrosionsbeständig
Aluminium AlMg 5 [ AISI 5056 ]

Standardeinsatz
Stahl verzinkt [ AISI 1008 ] Verzinkung 8 μ

korriosions- und temperaturbeständig
Edelstahl A2 [ AISI 302 ]

korrosions-, temperatur- und zusätzlich säurebeständig, da Mo-legiert (Molybdän)
Edelstahl A4 [ AISI 316 ]
PRÜFPRINZIPIEN
Axiale Prüflast:
Der Versuch besteht aus der Belastung des Mutterngewindes um dessen Tragfähigkeit zu prüfen. Hierbei erfolgt die Abstützung auf dem Kopf der Blindnietmutter.
1) Pull-In:
Die Prüfkraft X (siehe Tabelle Seite 15), wird 15 Sekunden aufgebracht. Nach der Belastung muss die freie Schraubbarkeit der Schraube im Mutterngewinde noch gegeben sein.
2) Pull-In-Break:
Der Versuch wird bis zum Versagen (Abscheren des Mutterngewindes oder Bruch der Schraube) durchgeführt.
Anzugsdrehmoment:
Der Versuch besteht aus der Verschraubung eines verdrehgesicherten Bauteils mit einer Schraube gegen den Kopf der Blindnietmutter. Hierbei wird die Tragfähigkeit des Mutterngewindes überprüft.
1) Maximum Torque:
Das Drehmoment X (siehe Tabelle Seite 15) wird auf die Schraube aufgebracht. Nach der Belastung muss die freie Herausschraubbarkeit der Schraube im Mutterngewinde noch gegeben sein.
2) Broken Torque:
Der Versuch wird bis zum Versagen (Abscheren des Mutterngewindes oder Bruch der Schraube) durchgeführt.