Blind Rivet Nuts
-
{"images":{"all":[{"path":"S3:1094:blindnietmutter-12-9-17-0mm-m10-aluminium-7551020000.jpg","names":[],"position":1,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1094\/middle\/blindnietmutter-12-9-17-0mm-m10-aluminium-7551020000.jpg","cleanImageName":"blindnietmutter-12-9-17-0mm-m10-aluminium-7551020000.jpg"},{"position":4,"names":[],"height":785,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1094\/middle\/GO-NUT-M10-AL-18-o-l-T.jpg","path":"S3:1094:GO-NUT-M10-AL-18-o-l-T.jpg","width":1500,"cleanImageName":"GO-NUT-M10-AL-18-o-l-T.jpg"},{"names":[],"position":6,"width":1500,"path":"S3:1094:GO-NUT-AL-17-18-o-l-Z.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1094\/middle\/GO-NUT-AL-17-18-o-l-Z.jpg","height":963,"cleanImageName":"GO-NUT-AL-17-18-o-l-Z.jpg"},{"names":[],"path":"S3:1094:GO-NUT-Blindnietmuttern-BM--ALU--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1094\/middle\/GO-NUT-Blindnietmuttern-BM--ALU--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ALU--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1094\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"height":1313,"path":"S3:1094:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"height":887,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1094\/middle\/wekrstoff-passend.JPG","position":9,"path":"S3:1094:wekrstoff-passend.JPG","width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1094:Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1094\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","storeSpecial":null,"id":1094,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-aluminium-almg-5-aisi-5056-dome-head-round-shaft-shaft-end-open-go-nut-7551020000-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551020000 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1094,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-05-16T15:45:24+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2176,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":69.453781512605,"formatted":"\u00a369.45"},"unitPrice":{"value":69.453781512605,"formatted":"\u00a369.45"},"basePrice":"\u00a30.28 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.27781512605042,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":82.65,"priceNet":69.453781512605,"basePrice":82.65,"basePriceNet":69.453781512605,"unitPrice":82.65,"unitPriceNet":69.453781512605,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":69.453781512605,"formatted":"\u00a369.45"},"unitPrice":{"value":69.453781512605,"formatted":"\u00a369.45"},"basePrice":"\u00a30.28 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.27781512605042,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":82.65,"priceNet":69.453781512605,"basePrice":82.65,"basePriceNet":69.453781512605,"unitPrice":82.65,"unitPriceNet":69.453781512605,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (Ø x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551020000 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1096\/middle\/blindnietmutter-12-9-19-5mm-m10-aluminium-7551022000.jpg","height":1200,"position":1,"path":"S3:1096:blindnietmutter-12-9-19-5mm-m10-aluminium-7551022000.jpg","cleanImageName":"blindnietmutter-12-9-19-5mm-m10-aluminium-7551022000.jpg"},{"names":[],"path":"S3:1096:GO-NUT-M10-AL-32-o-l-T.jpg","width":1500,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1096\/middle\/GO-NUT-M10-AL-32-o-l-T.jpg","height":719,"cleanImageName":"GO-NUT-M10-AL-32-o-l-T.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1096\/middle\/GO-NUT-AL-31-32-o-l-Z.jpg","width":1500,"path":"S3:1096:GO-NUT-AL-31-32-o-l-Z.jpg","position":6,"height":961,"cleanImageName":"GO-NUT-AL-31-32-o-l-Z.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1096\/middle\/GO-NUT-Blindnietmuttern-BM--ALU--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg","width":654,"path":"S3:1096:GO-NUT-Blindnietmuttern-BM--ALU--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg","position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ALU--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg"},{"names":[],"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1096\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"path":"S3:1096:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1096:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1096\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"path":"S3:1096:Logo-Goebel-1200-1200.jpg","names":[],"position":19,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1096\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1096,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-aluminium-almg-5-aisi-5056-small-countersunk-head-round-shaft-shaft-end-open-go-nut-7551022000-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551022000 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1096,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2021-05-03T10:55:31+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1975,"availabilityId":8,"lang":"en","name":"upon request","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2178,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":67.478991596639,"formatted":"\u00a367.48"},"unitPrice":{"value":67.478991596639,"formatted":"\u00a367.48"},"basePrice":"\u00a30.27 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.26991596638655,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":80.3,"priceNet":67.478991596639,"basePrice":80.3,"basePriceNet":67.478991596639,"unitPrice":80.3,"unitPriceNet":67.478991596639,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":67.478991596639,"formatted":"\u00a367.48"},"unitPrice":{"value":67.478991596639,"formatted":"\u00a367.48"},"basePrice":"\u00a30.27 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.26991596638655,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":80.3,"priceNet":67.478991596639,"basePrice":80.3,"basePriceNet":67.478991596639,"unitPrice":80.3,"unitPriceNet":67.478991596639,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (Ø x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551022000 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"height":1200,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1095\/middle\/blindnietmutter-12-9-22-0mm-m10-aluminium-7551020001.jpg","position":1,"path":"S3:1095:blindnietmutter-12-9-22-0mm-m10-aluminium-7551020001.jpg","width":1200,"cleanImageName":"blindnietmutter-12-9-22-0mm-m10-aluminium-7551020001.jpg"},{"position":4,"names":[],"path":"S3:1095:GO-NUT-M10-AL-18-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1095\/middle\/GO-NUT-M10-AL-18-o-l-T.jpg","width":1500,"height":785,"cleanImageName":"GO-NUT-M10-AL-18-o-l-T.jpg"},{"width":1500,"names":[],"height":963,"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1095\/middle\/GO-NUT-AL-17-18-o-l-Z.jpg","path":"S3:1095:GO-NUT-AL-17-18-o-l-Z.jpg","cleanImageName":"GO-NUT-AL-17-18-o-l-Z.jpg"},{"position":7,"names":[],"path":"S3:1095:GO-NUT-Blindnietmuttern-BM--ALU--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg","height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1095\/middle\/GO-NUT-Blindnietmuttern-BM--ALU--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ALU--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg"},{"names":[],"path":"S3:1095:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1095\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1095:wekrstoff-passend.JPG","width":1455,"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1095\/middle\/wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1095\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1095:Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1095,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-aluminium-almg-5-aisi-5056-dome-head-round-shaft-shaft-end-open-go-nut-7551020001-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551020001 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1095,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-02-16T09:15:17+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2177,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":79.621848739496,"formatted":"\u00a379.62"},"unitPrice":{"value":79.621848739496,"formatted":"\u00a379.62"},"basePrice":"\u00a30.32 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.31848739495798,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":94.75,"priceNet":79.621848739496,"basePrice":94.75,"basePriceNet":79.621848739496,"unitPrice":94.75,"unitPriceNet":79.621848739496,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":79.621848739496,"formatted":"\u00a379.62"},"unitPrice":{"value":79.621848739496,"formatted":"\u00a379.62"},"basePrice":"\u00a30.32 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.31848739495798,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":94.75,"priceNet":79.621848739496,"basePrice":94.75,"basePriceNet":79.621848739496,"unitPrice":94.75,"unitPriceNet":79.621848739496,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Aluminium AlMg 5 [ AISI 5056 ] (Ø x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551020001 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1087\/middle\/blindnietmutter-12-9-17-0mm-m10-edelstahl-a2-7551010000.jpg","width":1200,"path":"S3:1087:blindnietmutter-12-9-17-0mm-m10-edelstahl-a2-7551010000.jpg","position":1,"cleanImageName":"blindnietmutter-12-9-17-0mm-m10-edelstahl-a2-7551010000.jpg"},{"names":[],"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1087\/middle\/GO-NUT-M10-A2-22-o-l-T.jpg","width":1500,"height":793,"path":"S3:1087:GO-NUT-M10-A2-22-o-l-T.jpg","cleanImageName":"GO-NUT-M10-A2-22-o-l-T.jpg"},{"position":6,"height":963,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1087\/middle\/GO-NUT-A2-21-22-o-l-Z.jpg","names":[],"width":1500,"path":"S3:1087:GO-NUT-A2-21-22-o-l-Z.jpg","cleanImageName":"GO-NUT-A2-21-22-o-l-Z.jpg"},{"names":[],"position":7,"width":654,"path":"S3:1087:GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1087\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"path":"S3:1087:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1087\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1087:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1087\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"height":1200,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1087\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"path":"S3:1087:Logo-Goebel-1200-1200.jpg","width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","storeSpecial":null,"id":1087,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","lang":"en","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-stainless-steel-v2a-a2-aisi-302-dome-head-round-shaft-shaft-end-open-go-nut-7551010000-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551010000 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1087,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-09-13T13:00:38+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2169,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":181.68067226891,"formatted":"\u00a3181.68"},"unitPrice":{"value":181.68067226891,"formatted":"\u00a3181.68"},"basePrice":"\u00a30.73 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.72672268907563,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":216.2,"priceNet":181.68067226891,"basePrice":216.2,"basePriceNet":181.68067226891,"unitPrice":216.2,"unitPriceNet":181.68067226891,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":181.68067226891,"formatted":"\u00a3181.68"},"unitPrice":{"value":181.68067226891,"formatted":"\u00a3181.68"},"basePrice":"\u00a30.73 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.72672268907563,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":216.2,"priceNet":181.68067226891,"basePrice":216.2,"basePriceNet":181.68067226891,"unitPrice":216.2,"unitPriceNet":181.68067226891,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Stainless steel V2A / A2 [ AISI 302 ] (Ø x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551010000 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"position":1,"path":"S3:1091:blindnietmutter-12-9-19-5mm-m10-edelstahl-a2-7551012000.jpg","height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1091\/middle\/blindnietmutter-12-9-19-5mm-m10-edelstahl-a2-7551012000.jpg","cleanImageName":"blindnietmutter-12-9-19-5mm-m10-edelstahl-a2-7551012000.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1091\/middle\/GO-NUT-M10-A2-36-o-l-T.jpg","path":"S3:1091:GO-NUT-M10-A2-36-o-l-T.jpg","position":4,"width":1500,"height":787,"cleanImageName":"GO-NUT-M10-A2-36-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1091\/middle\/GO-NUT-A2-35-36-o-l-Z.jpg","names":[],"path":"S3:1091:GO-NUT-A2-35-36-o-l-Z.jpg","position":6,"height":956,"cleanImageName":"GO-NUT-A2-35-36-o-l-Z.jpg"},{"names":[],"width":654,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1091\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg","path":"S3:1091:GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg","position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg"},{"names":[],"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1091\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"path":"S3:1091:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1091:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1091\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"height":1200,"path":"S3:1091:Logo-Goebel-1200-1200.jpg","position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1091\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1091,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-stainless-steel-v2a-a2-aisi-302-small-countersunk-head-round-shaft-shaft-end-open-go-nut-7551012000-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551012000 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1091,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-08-19T10:30:25+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2173,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":172.60504201681,"formatted":"\u00a3172.61"},"unitPrice":{"value":172.60504201681,"formatted":"\u00a3172.61"},"basePrice":"\u00a30.69 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.69042016806723,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":205.4,"priceNet":172.60504201681,"basePrice":205.4,"basePriceNet":172.60504201681,"unitPrice":205.4,"unitPriceNet":172.60504201681,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":172.60504201681,"formatted":"\u00a3172.61"},"unitPrice":{"value":172.60504201681,"formatted":"\u00a3172.61"},"basePrice":"\u00a30.69 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.69042016806723,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":205.4,"priceNet":172.60504201681,"basePrice":205.4,"basePriceNet":172.60504201681,"unitPrice":205.4,"unitPriceNet":172.60504201681,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Stainless steel V2A / A2 [ AISI 302 ] (Ø x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551012000 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"height":1200,"path":"S3:1090:blindnietmutter-12-9-21-0mm-m10-edelstahl-a2-7551011000.jpg","position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1090\/middle\/blindnietmutter-12-9-21-0mm-m10-edelstahl-a2-7551011000.jpg","width":1200,"cleanImageName":"blindnietmutter-12-9-21-0mm-m10-edelstahl-a2-7551011000.jpg"},{"names":[],"height":793,"path":"S3:1090:GO-NUT-M10-A2-29-o-l-T.jpg","position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1090\/middle\/GO-NUT-M10-A2-29-o-l-T.jpg","width":1500,"cleanImageName":"GO-NUT-M10-A2-29-o-l-T.jpg"},{"names":[],"height":957,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1090\/middle\/GO-NUT-A2-28-29-o-l-Z.jpg","position":6,"path":"S3:1090:GO-NUT-A2-28-29-o-l-Z.jpg","width":1500,"cleanImageName":"GO-NUT-A2-28-29-o-l-Z.jpg"},{"width":654,"names":[],"position":7,"height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1090\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-5-mm_3.jpg","path":"S3:1090:GO-NUT-Blindnietmuttern-BM--A2--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-5-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-5-mm_3.jpg"},{"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1090\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"names":[],"height":1313,"path":"S3:1090:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"height":887,"names":[],"path":"S3:1090:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1090\/middle\/wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"width":1200,"path":"S3:1090:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1090\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1090,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 21,0 mm - Countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 21,0 mm - Countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-stainless-steel-v2a-a2-aisi-302-countersunk-head-round-shaft-shaft-end-open-go-nut-7551011000-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 21,0 mm - Countersunk head Round shaft - Shaft end open - GO-NUT - 7551011000 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1090,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2172,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":206.26050420168,"formatted":"\u00a3206.26"},"unitPrice":{"value":206.26050420168,"formatted":"\u00a3206.26"},"basePrice":"\u00a30.83 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.82504201680672,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":245.45,"priceNet":206.26050420168,"basePrice":245.45,"basePriceNet":206.26050420168,"unitPrice":245.45,"unitPriceNet":206.26050420168,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":206.26050420168,"formatted":"\u00a3206.26"},"unitPrice":{"value":206.26050420168,"formatted":"\u00a3206.26"},"basePrice":"\u00a30.83 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.82504201680672,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":245.45,"priceNet":206.26050420168,"basePrice":245.45,"basePriceNet":206.26050420168,"unitPrice":245.45,"unitPriceNet":206.26050420168,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Stainless steel V2A / A2 [ AISI 302 ] (Ø x L) 12,9 mm x 21,0 mm - Countersunk head Round shaft - Shaft end open - GO-NUT - 7551011000 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"width":1200,"height":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1088\/middle\/blindnietmutter-12-9-22-0mm-m10-edelstahl-a2-7551010001.jpg","path":"S3:1088:blindnietmutter-12-9-22-0mm-m10-edelstahl-a2-7551010001.jpg","cleanImageName":"blindnietmutter-12-9-22-0mm-m10-edelstahl-a2-7551010001.jpg"},{"position":4,"names":[],"path":"S3:1088:GO-NUT-M10-A2-22-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1088\/middle\/GO-NUT-M10-A2-22-o-l-T.jpg","width":1500,"height":793,"cleanImageName":"GO-NUT-M10-A2-22-o-l-T.jpg"},{"height":963,"width":1500,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1088\/middle\/GO-NUT-A2-21-22-o-l-Z.jpg","path":"S3:1088:GO-NUT-A2-21-22-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-A2-21-22-o-l-Z.jpg"},{"width":654,"names":[],"position":7,"height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1088\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg","path":"S3:1088:GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg"},{"path":"S3:1088:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1088\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"path":"S3:1088:wekrstoff-passend.JPG","names":[],"position":9,"width":1455,"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1088\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"path":"S3:1088:Logo-Goebel-1200-1200.jpg","names":[],"position":19,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1088\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1088,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-stainless-steel-v2a-a2-aisi-302-dome-head-round-shaft-shaft-end-open-go-nut-7551010001-rivet-nuts-blind-nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name1":"Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551010001 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1088,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-01-12T10:15:23+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2170,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":235.79831932773,"formatted":"\u00a3235.80"},"unitPrice":{"value":235.79831932773,"formatted":"\u00a3235.80"},"basePrice":"\u00a30.94 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.94319327731092,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":280.6,"priceNet":235.79831932773,"basePrice":280.6,"basePriceNet":235.79831932773,"unitPrice":280.6,"unitPriceNet":235.79831932773,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":235.79831932773,"formatted":"\u00a3235.80"},"unitPrice":{"value":235.79831932773,"formatted":"\u00a3235.80"},"basePrice":"\u00a30.94 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.94319327731092,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":280.6,"priceNet":235.79831932773,"basePrice":280.6,"basePriceNet":235.79831932773,"unitPrice":280.6,"unitPriceNet":235.79831932773,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Stainless steel V2A / A2 [ AISI 302 ] (Ø x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551010001 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"path":"S3:1092:blindnietmutter-12-9-22-0mm-m10-edelstahl-a2-7551012001.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1092\/middle\/blindnietmutter-12-9-22-0mm-m10-edelstahl-a2-7551012001.jpg","position":1,"cleanImageName":"blindnietmutter-12-9-22-0mm-m10-edelstahl-a2-7551012001.jpg"},{"names":[],"width":1500,"height":787,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1092\/middle\/GO-NUT-M10-A2-36-o-l-T.jpg","path":"S3:1092:GO-NUT-M10-A2-36-o-l-T.jpg","cleanImageName":"GO-NUT-M10-A2-36-o-l-T.jpg"},{"names":[],"height":956,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1092\/middle\/GO-NUT-A2-35-36-o-l-Z.jpg","width":1500,"path":"S3:1092:GO-NUT-A2-35-36-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-A2-35-36-o-l-Z.jpg"},{"width":654,"names":[],"position":7,"height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1092\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-5-6-0-mm_3.jpg","path":"S3:1092:GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-5-6-0-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-5-6-0-mm_3.jpg"},{"names":[],"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1092\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"path":"S3:1092:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"height":887,"names":[],"path":"S3:1092:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1092\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1092:Logo-Goebel-1200-1200.jpg","height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1092\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","storeSpecial":null,"id":1092,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","lang":"en","urlPath":"blind-rivet-nuts-m-10-stainless-steel-v2a-a2-aisi-302-small-countersunk-head-round-shaft-shaft-end-open-go-nut-7551012001-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 12,9 mm x 22,0 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551012001 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1092,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2021-02-19T08:24:54+01:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1975,"availabilityId":8,"lang":"en","name":"upon request","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2174,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":291.00840336134,"formatted":"\u00a3291.01"},"unitPrice":{"value":291.00840336134,"formatted":"\u00a3291.01"},"basePrice":"\u00a31.16 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":1.1640336134454,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":346.3,"priceNet":291.00840336134,"basePrice":346.3,"basePriceNet":291.00840336134,"unitPrice":346.3,"unitPriceNet":291.00840336134,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":291.00840336134,"formatted":"\u00a3291.01"},"unitPrice":{"value":291.00840336134,"formatted":"\u00a3291.01"},"basePrice":"\u00a31.16 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":1.1640336134454,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":346.3,"priceNet":291.00840336134,"basePrice":346.3,"basePriceNet":291.00840336134,"unitPrice":346.3,"unitPriceNet":291.00840336134,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Stainless steel V2A / A2 [ AISI 302 ] (Ø x L) 12,9 mm x 22,0 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551012001 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"width":1200,"path":"S3:1093:blindnietmutter-13-0-20-5mm-m10-edelstahl-a2-7551012200.jpg","position":1,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1093\/middle\/blindnietmutter-13-0-20-5mm-m10-edelstahl-a2-7551012200.jpg","cleanImageName":"blindnietmutter-13-0-20-5mm-m10-edelstahl-a2-7551012200.jpg"},{"names":[],"height":719,"path":"S3:1093:GO-NUT-M10-A2-51-o-l-T.jpg","position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1093\/middle\/GO-NUT-M10-A2-51-o-l-T.jpg","width":1500,"cleanImageName":"GO-NUT-M10-A2-51-o-l-T.jpg"},{"names":[],"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1093\/middle\/GO-NUT-A2-51-o-l-Z.jpg","width":1500,"path":"S3:1093:GO-NUT-A2-51-o-l-Z.jpg","height":961,"cleanImageName":"GO-NUT-A2-51-o-l-Z.jpg"},{"names":[],"position":7,"width":654,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1093\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","path":"S3:1093:GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg"},{"height":1313,"width":1500,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1093\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1093:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"height":887,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1093\/middle\/wekrstoff-passend.JPG","position":9,"path":"S3:1093:wekrstoff-passend.JPG","width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"height":1200,"path":"S3:1093:Logo-Goebel-1200-1200.jpg","position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1093\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"id":1093,"storeSpecial":null,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 13,0 mm x 20,5 mm - Small countersunk head Partial hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 13,0 mm x 20,5 mm - Small countersunk head Partial hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-stainless-steel-v2a-a2-aisi-302-small-countersunk-head-partial-hexagonal-shaft-shaft-end-open-go-nut-7551012200-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 13,0 mm x 20,5 mm - Small countersunk head Partial hexagonal shaft - Shaft end open - GO-NUT - 7551012200 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1093,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-07-15T11:30:41+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2175,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":235,"formatted":"\u00a3235.00"},"unitPrice":{"value":235,"formatted":"\u00a3235.00"},"basePrice":"\u00a30.94 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.94,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":279.65,"priceNet":235,"basePrice":279.65,"basePriceNet":235,"unitPrice":279.65,"unitPriceNet":235,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":235,"formatted":"\u00a3235.00"},"unitPrice":{"value":235,"formatted":"\u00a3235.00"},"basePrice":"\u00a30.94 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.94,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":279.65,"priceNet":235,"basePrice":279.65,"basePriceNet":235,"unitPrice":279.65,"unitPriceNet":235,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Stainless steel V2A / A2 [ AISI 302 ] (Ø x L) 13,0 mm x 20,5 mm - Small countersunk head Partial hexagonal shaft - Shaft end open - GO-NUT - 7551012200 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"position":1,"path":"S3:1089:blindnietmutter-13-0-22-0mm-m10-edelstahl-a2-7551010200.jpg","height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1089\/middle\/blindnietmutter-13-0-22-0mm-m10-edelstahl-a2-7551010200.jpg","cleanImageName":"blindnietmutter-13-0-22-0mm-m10-edelstahl-a2-7551010200.jpg"},{"names":[],"height":722,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1089\/middle\/GO-NUT-M10-A2-48-o-l-T.jpg","width":1500,"path":"S3:1089:GO-NUT-M10-A2-48-o-l-T.jpg","position":4,"cleanImageName":"GO-NUT-M10-A2-48-o-l-T.jpg"},{"names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1089\/middle\/GO-NUT-A2-48-o-l-Z.jpg","path":"S3:1089:GO-NUT-A2-48-o-l-Z.jpg","position":6,"height":960,"cleanImageName":"GO-NUT-A2-48-o-l-Z.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1089\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","width":654,"path":"S3:1089:GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg"},{"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1089\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"width":1500,"path":"S3:1089:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1089:wekrstoff-passend.JPG","width":1455,"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1089\/middle\/wekrstoff-passend.JPG","height":887,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1089:Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1089\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1089,"storeSpecial":null,"manufacturerId":3,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Partial hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","lang":"en","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Partial hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-stainless-steel-v2a-a2-aisi-302-dome-head-partial-hexagonal-shaft-shaft-end-open-go-nut-7551010200-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Stainless steel V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Partial hexagonal shaft - Shaft end open - GO-NUT - 7551010200 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1089,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-07-08T11:45:21+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2171,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":247.35294117647,"formatted":"\u00a3247.35"},"unitPrice":{"value":247.35294117647,"formatted":"\u00a3247.35"},"basePrice":"\u00a30.99 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.98941176470588,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":294.35,"priceNet":247.35294117647,"basePrice":294.35,"basePriceNet":247.35294117647,"unitPrice":294.35,"unitPriceNet":247.35294117647,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":247.35294117647,"formatted":"\u00a3247.35"},"unitPrice":{"value":247.35294117647,"formatted":"\u00a3247.35"},"basePrice":"\u00a30.99 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.98941176470588,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":294.35,"priceNet":247.35294117647,"basePrice":294.35,"basePriceNet":247.35294117647,"unitPrice":294.35,"unitPriceNet":247.35294117647,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Stainless steel V2A / A2 [ AISI 302 ] (Ø x L) 13,0 mm x 22,0 mm - Dome Head Partial hexagonal shaft - Shaft end open - GO-NUT - 7551010200 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"path":"S3:1074:blindnietmutter-12-9-17-0mm-m10-stahl-7551000000.jpg","height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1074\/middle\/blindnietmutter-12-9-17-0mm-m10-stahl-7551000000.jpg","position":1,"width":1200,"cleanImageName":"blindnietmutter-12-9-17-0mm-m10-stahl-7551000000.jpg"},{"position":4,"height":846,"names":[],"path":"S3:1074:GO-NUT-M10-ST-20-o-l-T.jpg","width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1074\/middle\/GO-NUT-M10-ST-20-o-l-T.jpg","cleanImageName":"GO-NUT-M10-ST-20-o-l-T.jpg"},{"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1074\/middle\/GO-NUT-ST-19-20-o-l-Z.jpg","width":1500,"names":[],"height":958,"path":"S3:1074:GO-NUT-ST-19-20-o-l-Z.jpg","cleanImageName":"GO-NUT-ST-19-20-o-l-Z.jpg"},{"names":[],"path":"S3:1074:GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1074\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1074\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"path":"S3:1074:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"path":"S3:1074:wekrstoff-passend.JPG","names":[],"position":9,"width":1455,"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1074\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1074\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"path":"S3:1074:Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"id":1074,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-dome-head-round-shaft-shaft-end-open-go-nut-7551000000-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551000000 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1074,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-01-13T09:00:19+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2156,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":44.411764705882,"formatted":"\u00a344.41"},"unitPrice":{"value":44.411764705882,"formatted":"\u00a344.41"},"basePrice":"\u00a30.18 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.17764705882353,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":52.85,"priceNet":44.411764705882,"basePrice":52.85,"basePriceNet":44.411764705882,"unitPrice":52.85,"unitPriceNet":44.411764705882,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":44.411764705882,"formatted":"\u00a344.41"},"unitPrice":{"value":44.411764705882,"formatted":"\u00a344.41"},"basePrice":"\u00a30.18 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.17764705882353,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":52.85,"priceNet":44.411764705882,"basePrice":52.85,"basePriceNet":44.411764705882,"unitPrice":52.85,"unitPriceNet":44.411764705882,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 12,9 mm x 17,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551000000 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"path":"S3:1082:blindnietmutter-12-9-19-5mm-m10-stahl-7551002000.jpg","names":[],"position":1,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1082\/middle\/blindnietmutter-12-9-19-5mm-m10-stahl-7551002000.jpg","cleanImageName":"blindnietmutter-12-9-19-5mm-m10-stahl-7551002000.jpg"},{"height":787,"names":[],"path":"S3:1082:GO-NUT-M10-ST-34-o-l-T.jpg","width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1082\/middle\/GO-NUT-M10-ST-34-o-l-T.jpg","position":4,"cleanImageName":"GO-NUT-M10-ST-34-o-l-T.jpg"},{"names":[],"position":6,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1082\/middle\/GO-NUT-ST-33-34-o-l-Z.jpg","path":"S3:1082:GO-NUT-ST-33-34-o-l-Z.jpg","height":964,"cleanImageName":"GO-NUT-ST-33-34-o-l-Z.jpg"},{"height":1500,"width":654,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1082\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg","path":"S3:1082:GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--0-8-3-5-mm_3.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1082\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"path":"S3:1082:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"path":"S3:1082:wekrstoff-passend.JPG","names":[],"position":9,"width":1455,"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1082\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1082:Logo-Goebel-1200-1200.jpg","height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1082\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1082,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-small-countersunk-head-round-shaft-shaft-end-open-go-nut-7551002000-rivet-nuts-blind-nuts","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551002000 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1082,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2023-11-20T11:30:22+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2164,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":45.840336134454,"formatted":"\u00a345.84"},"unitPrice":{"value":45.840336134454,"formatted":"\u00a345.84"},"basePrice":"\u00a30.18 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.18336134453782,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":54.55,"priceNet":45.840336134454,"basePrice":54.55,"basePriceNet":45.840336134454,"unitPrice":54.55,"unitPriceNet":45.840336134454,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":45.840336134454,"formatted":"\u00a345.84"},"unitPrice":{"value":45.840336134454,"formatted":"\u00a345.84"},"basePrice":"\u00a30.18 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.18336134453782,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":54.55,"priceNet":45.840336134454,"basePrice":54.55,"basePriceNet":45.840336134454,"unitPrice":54.55,"unitPriceNet":45.840336134454,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 12,9 mm x 19,5 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551002000 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"path":"S3:1080:blindnietmutter-12-9-21-0mm-m10-stahl-7551001000.jpg","names":[],"position":1,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1080\/middle\/blindnietmutter-12-9-21-0mm-m10-stahl-7551001000.jpg","cleanImageName":"blindnietmutter-12-9-21-0mm-m10-stahl-7551001000.jpg"},{"names":[],"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1080\/middle\/GO-NUT-M10-ST-27-o-l-T.jpg","width":1500,"height":787,"path":"S3:1080:GO-NUT-M10-ST-27-o-l-T.jpg","cleanImageName":"GO-NUT-M10-ST-27-o-l-T.jpg"},{"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1080\/middle\/GO-NUT-ST-26-27-o-l-Z.jpg","width":1500,"names":[],"height":960,"path":"S3:1080:GO-NUT-ST-26-27-o-l-Z.jpg","cleanImageName":"GO-NUT-ST-26-27-o-l-Z.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1080\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-5-mm_3.jpg","width":654,"path":"S3:1080:GO-NUT-Blindnietmuttern-BM--ST--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-5-mm_3.jpg","position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-5-mm_3.jpg"},{"names":[],"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1080\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"path":"S3:1080:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"names":[],"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1080\/middle\/wekrstoff-passend.JPG","path":"S3:1080:wekrstoff-passend.JPG","width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"position":19,"names":[],"path":"S3:1080:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1080\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"id":1080,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 21,0 mm - Countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-countersunk-head-round-shaft-shaft-end-open-go-nut-7551001000-rivet-nuts-blind-nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 21,0 mm - Countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 21,0 mm - Countersunk head Round shaft - Shaft end open - GO-NUT - 7551001000 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1080,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-24T16:00:17+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2162,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":49.957983193277,"formatted":"\u00a349.96"},"unitPrice":{"value":49.957983193277,"formatted":"\u00a349.96"},"basePrice":"\u00a30.20 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.19983193277311,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":59.45,"priceNet":49.957983193277,"basePrice":59.45,"basePriceNet":49.957983193277,"unitPrice":59.45,"unitPriceNet":49.957983193277,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":49.957983193277,"formatted":"\u00a349.96"},"unitPrice":{"value":49.957983193277,"formatted":"\u00a349.96"},"basePrice":"\u00a30.20 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.19983193277311,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":59.45,"priceNet":49.957983193277,"basePrice":59.45,"basePriceNet":49.957983193277,"unitPrice":59.45,"unitPriceNet":49.957983193277,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 12,9 mm x 21,0 mm - Countersunk head Round shaft - Shaft end open - GO-NUT - 7551001000 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"position":1,"height":1200,"names":[],"path":"S3:1075:blindnietmutter-12-9-22-0mm-m10-stahl-7551000001.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1075\/middle\/blindnietmutter-12-9-22-0mm-m10-stahl-7551000001.jpg","cleanImageName":"blindnietmutter-12-9-22-0mm-m10-stahl-7551000001.jpg"},{"names":[],"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1075\/middle\/GO-NUT-M10-ST-20-o-l-T.jpg","width":1500,"height":846,"path":"S3:1075:GO-NUT-M10-ST-20-o-l-T.jpg","cleanImageName":"GO-NUT-M10-ST-20-o-l-T.jpg"},{"width":1500,"names":[],"height":958,"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1075\/middle\/GO-NUT-ST-19-20-o-l-Z.jpg","path":"S3:1075:GO-NUT-ST-19-20-o-l-Z.jpg","cleanImageName":"GO-NUT-ST-19-20-o-l-Z.jpg"},{"position":7,"height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1075\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg","names":[],"width":654,"path":"S3:1075:GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-0-6-0-mm_3.jpg"},{"names":[],"position":8,"width":1500,"path":"S3:1075:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1075\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"names":[],"path":"S3:1075:wekrstoff-passend.JPG","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1075\/middle\/wekrstoff-passend.JPG","width":1455,"height":887,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1075\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1075:Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":null,"itemType":"default","id":1075,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-dome-head-round-shaft-shaft-end-open-go-nut-7551000001-rivet-nuts-blind-nuts","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551000001 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1075,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-04-10T14:15:13+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2157,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":56.428571428571,"formatted":"\u00a356.43"},"unitPrice":{"value":56.428571428571,"formatted":"\u00a356.43"},"basePrice":"\u00a30.23 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.22571428571429,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":67.15,"priceNet":56.428571428571,"basePrice":67.15,"basePriceNet":56.428571428571,"unitPrice":67.15,"unitPriceNet":56.428571428571,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":56.428571428571,"formatted":"\u00a356.43"},"unitPrice":{"value":56.428571428571,"formatted":"\u00a356.43"},"basePrice":"\u00a30.23 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.22571428571429,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":67.15,"priceNet":56.428571428571,"basePrice":67.15,"basePriceNet":56.428571428571,"unitPrice":67.15,"unitPriceNet":56.428571428571,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 12,9 mm x 22,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551000001 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"height":1200,"names":[],"path":"S3:1083:blindnietmutter-12-9-22-0mm-m10-stahl-7551002001.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1083\/middle\/blindnietmutter-12-9-22-0mm-m10-stahl-7551002001.jpg","position":1,"cleanImageName":"blindnietmutter-12-9-22-0mm-m10-stahl-7551002001.jpg"},{"position":4,"names":[],"height":787,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1083\/middle\/GO-NUT-M10-ST-34-o-l-T.jpg","path":"S3:1083:GO-NUT-M10-ST-34-o-l-T.jpg","width":1500,"cleanImageName":"GO-NUT-M10-ST-34-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1083\/middle\/GO-NUT-ST-33-34-o-l-Z.jpg","names":[],"path":"S3:1083:GO-NUT-ST-33-34-o-l-Z.jpg","position":6,"height":964,"cleanImageName":"GO-NUT-ST-33-34-o-l-Z.jpg"},{"width":654,"names":[],"height":1500,"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1083\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-5-6-0-mm_3.jpg","path":"S3:1083:GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-5-6-0-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--RsGer--Of--GO-NUT-Klemmbereich--3-5-6-0-mm_3.jpg"},{"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1083\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"width":1500,"path":"S3:1083:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1083:wekrstoff-passend.JPG","width":1455,"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1083\/middle\/wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1083:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1083\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":null,"itemType":"default","id":1083,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 22,0 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 22,0 mm - Small countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-small-countersunk-head-round-shaft-shaft-end-open-go-nut-7551002001-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 22,0 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551002001 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1083,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-01-29T13:30:25+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2165,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":70.966386554622,"formatted":"\u00a370.97"},"unitPrice":{"value":70.966386554622,"formatted":"\u00a370.97"},"basePrice":"\u00a30.28 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.28386554621849,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":84.45,"priceNet":70.966386554622,"basePrice":84.45,"basePriceNet":70.966386554622,"unitPrice":84.45,"unitPriceNet":70.966386554622,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":70.966386554622,"formatted":"\u00a370.97"},"unitPrice":{"value":70.966386554622,"formatted":"\u00a370.97"},"basePrice":"\u00a30.28 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.28386554621849,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":84.45,"priceNet":70.966386554622,"basePrice":84.45,"basePriceNet":70.966386554622,"unitPrice":84.45,"unitPriceNet":70.966386554622,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 12,9 mm x 22,0 mm - Small countersunk head Round shaft - Shaft end open - GO-NUT - 7551002001 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"height":1200,"names":[],"path":"S3:1081:blindnietmutter-12-9-24-0mm-m10-stahl-7551001001.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1081\/middle\/blindnietmutter-12-9-24-0mm-m10-stahl-7551001001.jpg","position":1,"cleanImageName":"blindnietmutter-12-9-24-0mm-m10-stahl-7551001001.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1081\/middle\/GO-NUT-M10-ST-27-o-l-T.jpg","path":"S3:1081:GO-NUT-M10-ST-27-o-l-T.jpg","position":4,"width":1500,"height":787,"cleanImageName":"GO-NUT-M10-ST-27-o-l-T.jpg"},{"names":[],"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1081\/middle\/GO-NUT-ST-26-27-o-l-Z.jpg","path":"S3:1081:GO-NUT-ST-26-27-o-l-Z.jpg","height":960,"width":1500,"cleanImageName":"GO-NUT-ST-26-27-o-l-Z.jpg"},{"names":[],"path":"S3:1081:GO-NUT-Blindnietmuttern-BM--ST--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--4-5-7-5-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1081\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--4-5-7-5-mm_3.jpg","width":654,"position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Sk--M10--RsGer--Of--GO-NUT-Klemmbereich--4-5-7-5-mm_3.jpg"},{"width":1500,"names":[],"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1081\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1081:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1081\/middle\/wekrstoff-passend.JPG","width":1455,"path":"S3:1081:wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"position":19,"path":"S3:1081:Logo-Goebel-1200-1200.jpg","height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1081\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1081,"storeSpecial":null,"itemType":"default","manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 24,0 mm - Countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 24,0 mm - Countersunk head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-countersunk-head-round-shaft-shaft-end-open-go-nut-7551001001-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 24,0 mm - Countersunk head Round shaft - Shaft end open - GO-NUT - 7551001001 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1081,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-03-10T10:15:29+01:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1975,"availabilityId":8,"lang":"en","name":"upon request","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2163,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":65.378151260504,"formatted":"\u00a365.38"},"unitPrice":{"value":65.378151260504,"formatted":"\u00a365.38"},"basePrice":"\u00a30.26 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.26151260504202,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":77.8,"priceNet":65.378151260504,"basePrice":77.8,"basePriceNet":65.378151260504,"unitPrice":77.8,"unitPriceNet":65.378151260504,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":65.378151260504,"formatted":"\u00a365.38"},"unitPrice":{"value":65.378151260504,"formatted":"\u00a365.38"},"basePrice":"\u00a30.26 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.26151260504202,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":77.8,"priceNet":65.378151260504,"basePrice":77.8,"basePriceNet":65.378151260504,"unitPrice":77.8,"unitPriceNet":65.378151260504,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 12,9 mm x 24,0 mm - Countersunk head Round shaft - Shaft end open - GO-NUT - 7551001001 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"width":1200,"path":"S3:1076:blindnietmutter-12-9-25-0mm-m10-stahl-7551000002.jpg","position":1,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1076\/middle\/blindnietmutter-12-9-25-0mm-m10-stahl-7551000002.jpg","cleanImageName":"blindnietmutter-12-9-25-0mm-m10-stahl-7551000002.jpg"},{"path":"S3:1076:GO-NUT-M10-ST-20-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1076\/middle\/GO-NUT-M10-ST-20-o-l-T.jpg","names":[],"width":1500,"height":846,"position":4,"cleanImageName":"GO-NUT-M10-ST-20-o-l-T.jpg"},{"names":[],"position":6,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1076\/middle\/GO-NUT-ST-19-20-o-l-Z.jpg","path":"S3:1076:GO-NUT-ST-19-20-o-l-Z.jpg","height":958,"cleanImageName":"GO-NUT-ST-19-20-o-l-Z.jpg"},{"width":654,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1076\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--6-0-9-0-mm_3.jpg","names":[],"height":1500,"path":"S3:1076:GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--6-0-9-0-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--RsGer--Of--GO-NUT-Klemmbereich--6-0-9-0-mm_3.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1076\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"height":1313,"path":"S3:1076:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1076:wekrstoff-passend.JPG","width":1455,"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1076\/middle\/wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"path":"S3:1076:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1076\/middle\/Logo-Goebel-1200-1200.jpg","names":[],"width":1200,"height":1200,"position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1076,"storeSpecial":null,"itemType":"default","manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-dome-head-round-shaft-shaft-end-open-go-nut-7551000002-rivet-nuts-blind-nuts","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 25,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 25,0 mm - Dome Head Round shaft - Shaft end open Rivet Nuts - Blind Nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 12,9 mm x 25,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551000002 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1076,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-23T11:30:31+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2158,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":75.714285714286,"formatted":"\u00a375.71"},"unitPrice":{"value":75.714285714286,"formatted":"\u00a375.71"},"basePrice":"\u00a30.30 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.30285714285714,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":90.1,"priceNet":75.714285714286,"basePrice":90.1,"basePriceNet":75.714285714286,"unitPrice":90.1,"unitPriceNet":75.714285714286,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":75.714285714286,"formatted":"\u00a375.71"},"unitPrice":{"value":75.714285714286,"formatted":"\u00a375.71"},"basePrice":"\u00a30.30 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.30285714285714,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":90.1,"priceNet":75.714285714286,"basePrice":90.1,"basePriceNet":75.714285714286,"unitPrice":90.1,"unitPriceNet":75.714285714286,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 12,9 mm x 25,0 mm - Dome Head Round shaft - Shaft end open - GO-NUT - 7551000002 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"path":"S3:1086:blindnietmutter-13-0-20-5mm-m10-stahl-7551002200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1086\/middle\/blindnietmutter-13-0-20-5mm-m10-stahl-7551002200.jpg","names":[],"width":1200,"height":1200,"position":1,"cleanImageName":"blindnietmutter-13-0-20-5mm-m10-stahl-7551002200.jpg"},{"names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1086\/middle\/GO-NUT-M10-ST-50-o-l-T.jpg","height":715,"position":4,"path":"S3:1086:GO-NUT-M10-ST-50-o-l-T.jpg","cleanImageName":"GO-NUT-M10-ST-50-o-l-T.jpg"},{"names":[],"path":"S3:1086:GO-NUT-ST-50-o-l-Z.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1086\/middle\/GO-NUT-ST-50-o-l-Z.jpg","width":1500,"position":6,"height":961,"cleanImageName":"GO-NUT-ST-50-o-l-Z.jpg"},{"names":[],"height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1086\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","width":654,"path":"S3:1086:GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg"},{"names":[],"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1086\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"path":"S3:1086:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"names":[],"path":"S3:1086:wekrstoff-passend.JPG","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1086\/middle\/wekrstoff-passend.JPG","width":1455,"height":887,"cleanImageName":"wekrstoff-passend.JPG"},{"position":19,"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1086\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1086:Logo-Goebel-1200-1200.jpg","width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":null,"manufacturerId":3,"id":1086,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 20,5 mm - Small countersunk head Partial hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 20,5 mm - Small countersunk head Partial hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-small-countersunk-head-partial-hexagonal-shaft-shaft-end-open-go-nut-7551002200-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 20,5 mm - Small countersunk head Partial hexagonal shaft - Shaft end open - GO-NUT - 7551002200 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1086,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-11-17T11:30:32+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2171,"availabilityId":1,"lang":"en","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2168,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":60.46218487395,"formatted":"\u00a360.46"},"unitPrice":{"value":60.46218487395,"formatted":"\u00a360.46"},"basePrice":"\u00a30.24 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.2418487394958,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":71.95,"priceNet":60.46218487395,"basePrice":71.95,"basePriceNet":60.46218487395,"unitPrice":71.95,"unitPriceNet":60.46218487395,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":60.46218487395,"formatted":"\u00a360.46"},"unitPrice":{"value":60.46218487395,"formatted":"\u00a360.46"},"basePrice":"\u00a30.24 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.2418487394958,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":71.95,"priceNet":60.46218487395,"basePrice":71.95,"basePriceNet":60.46218487395,"unitPrice":71.95,"unitPriceNet":60.46218487395,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 13,0 mm x 20,5 mm - Small countersunk head Partial hexagonal shaft - Shaft end open - GO-NUT - 7551002200 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"names":[],"width":1200,"height":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1077\/middle\/blindnietmutter-13-0-22-0mm-m10-stahl-7551000100.jpg","path":"S3:1077:blindnietmutter-13-0-22-0mm-m10-stahl-7551000100.jpg","cleanImageName":"blindnietmutter-13-0-22-0mm-m10-stahl-7551000100.jpg"},{"names":[],"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1077\/middle\/GO-NUT-M10-ST-53-o-l-T.jpg","width":1500,"height":787,"path":"S3:1077:GO-NUT-M10-ST-53-o-l-T.jpg","cleanImageName":"GO-NUT-M10-ST-53-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1077\/middle\/GO-NUT-ST-53-54-o-l-Z.jpg","names":[],"path":"S3:1077:GO-NUT-ST-53-54-o-l-Z.jpg","position":6,"height":968,"cleanImageName":"GO-NUT-ST-53-54-o-l-Z.jpg"},{"names":[],"position":7,"width":654,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1077\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","path":"S3:1077:GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg"},{"names":[],"position":8,"width":1500,"path":"S3:1077:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1077\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"names":[],"path":"S3:1077:wekrstoff-passend.JPG","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1077\/middle\/wekrstoff-passend.JPG","width":1455,"height":887,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1077:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1077\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1077,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-dome-head-hexagonal-shaft-shaft-end-open-go-nut-7551000100-rivet-nuts-blind-nuts","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Hexagonal shaft - Shaft end open - GO-NUT - 7551000100 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1077,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-25T11:15:18+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1975,"availabilityId":8,"lang":"en","name":"upon request","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2159,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":66.428571428571,"formatted":"\u00a366.43"},"unitPrice":{"value":66.428571428571,"formatted":"\u00a366.43"},"basePrice":"\u00a30.27 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.26571428571429,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":79.05,"priceNet":66.428571428571,"basePrice":79.05,"basePriceNet":66.428571428571,"unitPrice":79.05,"unitPriceNet":66.428571428571,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":66.428571428571,"formatted":"\u00a366.43"},"unitPrice":{"value":66.428571428571,"formatted":"\u00a366.43"},"basePrice":"\u00a30.27 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.26571428571429,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":79.05,"priceNet":66.428571428571,"basePrice":79.05,"basePriceNet":66.428571428571,"unitPrice":79.05,"unitPriceNet":66.428571428571,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 13,0 mm x 22,0 mm - Dome Head Hexagonal shaft - Shaft end open - GO-NUT - 7551000100 - Rivet Nuts - Blind Nuts -
{"images":{"all":[{"position":1,"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1079\/middle\/blindnietmutter-13-0-22-0mm-m10-stahl-7551000200.jpg","path":"S3:1079:blindnietmutter-13-0-22-0mm-m10-stahl-7551000200.jpg","width":1200,"cleanImageName":"blindnietmutter-13-0-22-0mm-m10-stahl-7551000200.jpg"},{"names":[],"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1079\/middle\/GO-NUT-M10-ST-47-o-l-T.jpg","width":1500,"height":723,"path":"S3:1079:GO-NUT-M10-ST-47-o-l-T.jpg","cleanImageName":"GO-NUT-M10-ST-47-o-l-T.jpg"},{"names":[],"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1079\/middle\/GO-NUT-ST-47-o-l-Z.jpg","path":"S3:1079:GO-NUT-ST-47-o-l-Z.jpg","height":963,"width":1500,"cleanImageName":"GO-NUT-ST-47-o-l-Z.jpg"},{"names":[],"height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1079\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","width":654,"path":"S3:1079:GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M10--T6ks--Of--GO-NUT-Klemmbereich--1-0-4-0-mm_3.jpg"},{"names":[],"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1079\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"path":"S3:1079:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1079:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1079\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"height":1200,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1079\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"path":"S3:1079:Logo-Goebel-1200-1200.jpg","width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1079,"manufacturerId":3,"itemType":"default","storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"en","name3":"GOEBEL- 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Partial hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","name2":"GOEBEL® - 250 x Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Partial hexagonal shaft - Shaft end open Rivet Nuts - Blind Nuts","urlPath":"blind-rivet-nuts-m-10-steel-aisi-1008-galvanized-dome-head-partial-hexagonal-shaft-shaft-end-open-go-nut-7551000200-rivet-nuts-blind-nuts","name1":"Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (\u00d8 x L) 13,0 mm x 22,0 mm - Dome Head Partial hexagonal shaft - Shaft end open - GO-NUT - 7551000200 - Rivet Nuts - Blind Nuts"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1079,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-08-14T11:30:29+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1975,"availabilityId":8,"lang":"en","name":"upon request","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2161,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"en","name":"piece"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":63.697478991597,"formatted":"\u00a363.70"},"unitPrice":{"value":63.697478991597,"formatted":"\u00a363.70"},"basePrice":"\u00a30.25 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.25478991596639,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":75.8,"priceNet":63.697478991597,"basePrice":75.8,"basePriceNet":63.697478991597,"unitPrice":75.8,"unitPriceNet":63.697478991597,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":63.697478991597,"formatted":"\u00a363.70"},"unitPrice":{"value":63.697478991597,"formatted":"\u00a363.70"},"basePrice":"\u00a30.25 \/ piece","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.25478991596639,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"GBP","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":true,"data":{"salesPriceId":10,"price":75.8,"priceNet":63.697478991597,"basePrice":75.8,"basePriceNet":63.697478991597,"unitPrice":75.8,"unitPriceNet":63.697478991597,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"GBP","interval":"none","conversionFactor":0.85335291,"minimumOrderQuantity":"1.00","updatedAt":"2022-03-25 10:07:12","type":"default","pricePosition":10}}]},"facets":[],"attributes":[]} Blind Rivet Nuts M 10 - Steel [ AISI 1008 ] Galvanized (Ø x L) 13,0 mm x 22,0 mm - Dome Head Partial hexagonal shaft - Shaft end open - GO-NUT - 7551000200 - Rivet Nuts - Blind Nuts
GO-NUT
BLIND RIVET NUTS

Flat head

Countersunk head

Small countersunk head

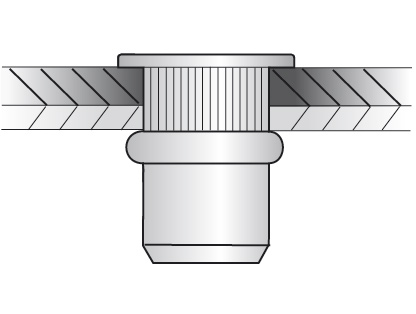
Available in the following qualities

Aluminium AlMg 5 [ AISI 5056 ]
Steel zinc plated [ AISI 1008 ]
Stainless steel A2 [ AISI 302 ]
Stainless steel A4 [ AISI 316 ]
Applications
- Electrical technology
- Automotive industry
- Construction industry
- Kitchen technology
- Medical laboratory technology
- Solar technology
and many more
Characteristics
- universal solution for fastening a stable thread to thin-walled components
- ideal for assembly of components accessible from only one side (blind mounting)
- When using blind rivet nuts, the components are not exposed to thermal stress, thus, no distortion arises and the surfaces, for example of painted or ground sheets, remain undamaged.
MECHANICAL PROPERTIES „GO-NUT“
| d mm | Pull-In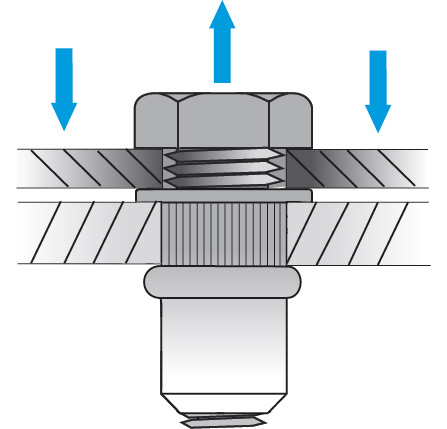 | Maximum Torque | |
| Steel zinc plated Stainless steel | M3 | 4000 N | 1,2 Nm |
|---|---|---|---|
| M4 | 6800 N | 3,0 Nm | |
| M5 | 10000 N | 6,0 Nm | |
| M6 | 150000 N | 10,0 Nm | |
| M8 | 27000 N | 24,0 Nm | |
| M10 | 37000 N | 48,0 Nm | |
| M12 | 54000 N | 82,0 Nm | |
| M16 | 80000 N | 160,0 Nm |
| Aluminium | M3 | 2500 N | 0,7 Nm |
|---|---|---|---|
| M4 | 3600 N | 2,0 Nm | |
| M5 | 5500 N | 4,0 Nm | |
| M6 | 8300 N | 6,0 Nm | |
| M8 | 13000 N | 15,0 Nm | |
| M10 | 20000 N | 27,0 Nm | |
| M12 | 28000 N | 45,0 Nm |
Hole tolerances for GO-NUT
M3 5,0 mm [+ 0,1/ - 0]
M4 6,0 mm [+ 0,1/ - 0]
M5 7,0 mm [+ 0,1/ - 0]
M6 9,0 mm [+ 0,1/ - 0]
M8 11,0 mm [+ 0,1/ - 0]
M10 13,0 mm [+ 0,1/ - 0]
M12 16,0 mm [+ 0,1/ - 0]
M16 21,0 mm [+ 0,1/ - 0]
GO-SPLIT
SPLIT-BLIND RIVET NUTS

Flat head
Available in the following qualities
ST
Steel zinc plated
[ AISI 1008 ]
A
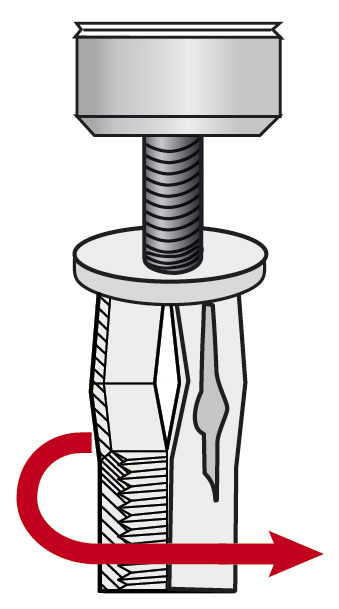
B

C
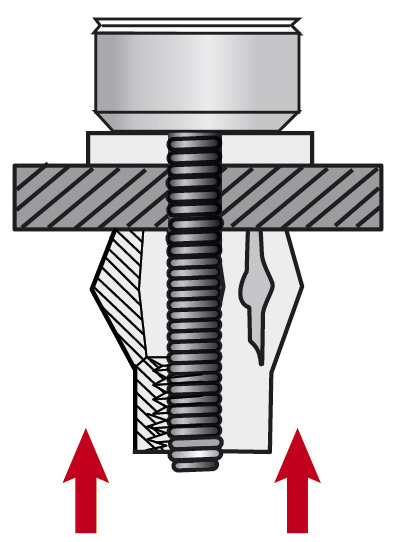
D

Spin on
Insert
Upset
Spin off
Applications
- Automotive industry
- Wood and plastics processing industry
- Interior fitting of commercial vehicles
- Acoustic and dry construction
- Air conditioning and refrigerating technology
- Apparatus and tank construction
and many more
Characteristics
- large grip range for diverse material thickness
- particularly suitable for mounting of plastic elements, thin metal sheets or hollow profiles where high pull-out strength is required (the rivet body splits into four parts)
- high stability due to the rolled thread
GO-FOUR
SPLIT-BLIND RIVET NUTS

Flat head
Available in the following qualities

ST
Steel zinc plated
[ AISI 1008 ]
A

B

C

D

Spin on
Spin on
Visser
Insert
Insert
Inserer
Upset
Upset
Sertir
Spin off
Spin off
Devisser
Applications
- Automotive industry
- Wood and plastics processing industry
- Wood and plastics processing industry
- Acoustic and dry construction
- Air conditioning and refrigerating technology
- Apparatus and tank construction
and many more
Characteristics
- large grip range for diverse material thickness
- particularly suitable for mounting of soft and brittle materials
- high torsional strength on rough material surefaces
- quick and easy assembly
NEOPREN
BLIND RIVET NUTS EMBEDDED EPDM

Flat head
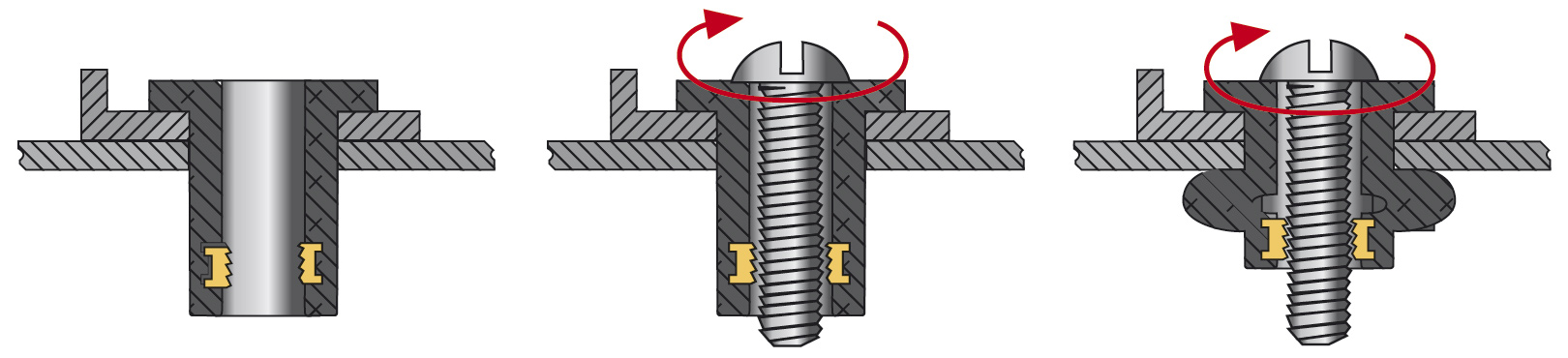
Available in the following qualities

EPDM / Brass

Vibration damper

Fastening in
blind holes
Applications
- Electrical technology
- Automotive industry
- Air conditioning and refrigeration technology
- Agricultural technology/agricultural equipment
- Garden technology
and many more
Characteristics
- mounting of components accessible from only one side
- absorption of vibration due to high elasticity and noise-damping
- suitable for connection of metal and plastic components
- corrosion-resistant
- thermally and electrically insulating
- resistant to temperatures from -30°C to +80°C
- easily detachable rivet connection
- no setting tool necessary, setting and releasing is carried out with a standard screw thread
TOOL SELECTION GUIDE
SETTING TOOLS
 | BLIND RIVET NUTS - AND BOLTS | ||||||||
| M3 | M4 | M5 | M6 | M8 | M10 | M12 | |||
| Handtools | GO-35 |  | AS | ||||||
| EL-8-N |  | ||||||||
| GO-510 |  | AS | |||||||
| GO - 520 |  | AS | |||||||
| EL-12-N |  | ||||||||
| GO-12-N |  | ||||||||
| Accu-tool | GO-RN1 |  | |||||||
| GO-RN2 |  | ||||||||
| GO-SN1 |  | ||||||||
| Pneumatics | Airpower 4 |  | AS | ||||||
TECHNICS
TECHNICAL EXPLANATIONS
TECHNICAL EXPLANATIONS

Head - Part of the blind rivet nut, which lies on the component.
Body - Part of the blind rivet nut below the rivet head.

Grip thickness - Designates the thickness of the material (one or several components) being riveted.
Grip range - The material thickness s must be within the minimum and the maximum value for which the particular blind rivet nut is designed.
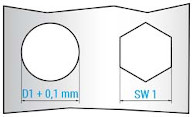
Dimension of the drilling hole - For cylindrical receiving holes, this dimension is referred to as the diameter D1 + 0,1 mm and for hexagonal receiving holes - as the width across flats AF 1 (SW 1). Please see the recommended drilling hole dimension on the respective catalogue page

Threaded mandrel - Part to screw the blind rivet nut onto.
Nosepiece - Part of the setting tool which lies against the head of the blind rivet nut during the setting process.
THE SETTING PROCESS
A

Spin on
B

Insert
C

Upset
D
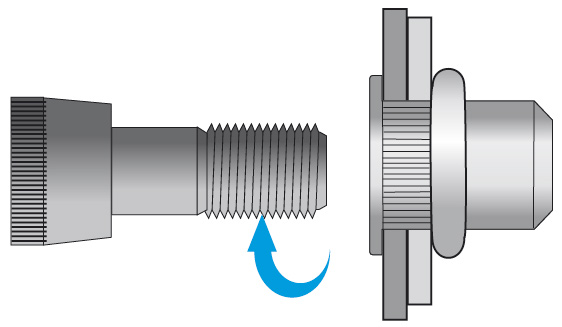
Spin off
Excess length threaded mandrel = minimum one thread turn
Goebel favours the spindle stroke procedure. For setting, the blind rivet nut has to be screwed onto the mandrel of the tool, inserted into the drilled hole of the component and then fixed by activating the tool. In doing so the closing head of the blind rivet nut will be formed. After unscrewing the blind rivet nut, the components can be screwed together.
Processing notes and recommendations
We recommend using preferably blind rivet nuts with knurled or hexagonal body in order to eliminate the risk of rotation.
It must be ensured that the components cannot rotate against each other. Only a minimum gap is allowed between the components to be connected.
Prior to the setting of blind rivet nuts series, determine the optimal settings for your setting tool (stroke setting and/or force setting) conducting a mounting test.
THE SETTING PROCESS
1
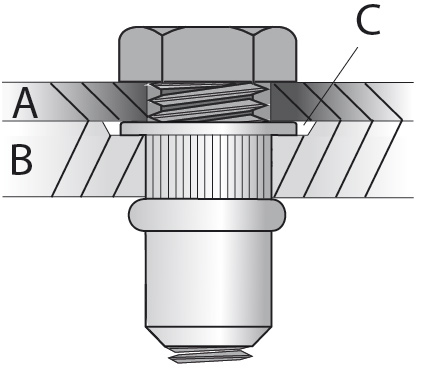
2

3

4
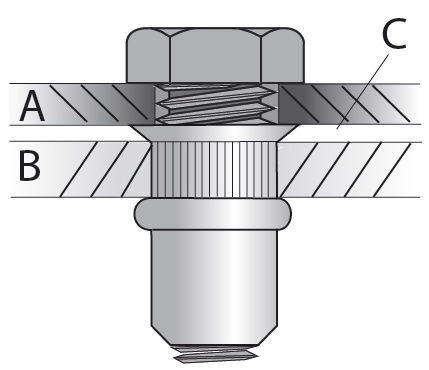
5
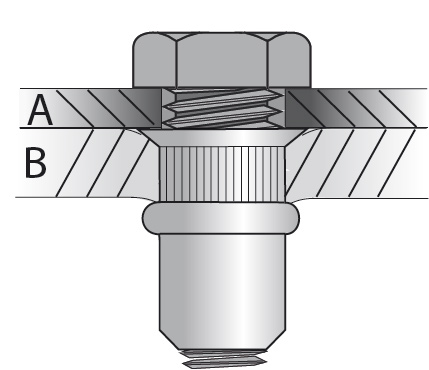
THE SETTING PROCESS is the most typical and multifunctional form. The gap C between components A and B can be brought down to 0 by deep-drawing of the sheet (Fig. 1). The blind rivet nut can be also used just as a rivet connection (Fig. 2).
The countersunk head generally requires that the component on the rivet head side is slightly counter-bored and is a little bit less than the countersunk head itself (C > 0). That way the head rivet nut minimally protrudes component B and contacts component A. A countersunk head is used when a small countersunk head is not applicable (Fig.3).
The small countersunk head is an optimised version of the countersunk head. In most cases, it is not necessary to countersink the receiving hole on the rivet head side. The small countersunk head is used when the gap C should be low or reduced to zero. (Fig.4) This takes place through: - utilisation of a punching rim - slight countersinking of B On soft materials, the gap C is automatically reduced to zero. (Fig.5) The small countersunk head should not be used when: - the receiving hole is not precisely within the tolerance dimensions - the material being installed is ductile (the head glides through component) - the screw exerts an overturning moment on the blind rivet nut
BODY SELCTION

Optimal rotation protection is ensured by the semi-hexagonal body. Compared to the full hexagonal body, the semi-hexagonal body prevents accidental unscrewing after setting with a spanner (e.g. during regular maintenance).

The hexagonal body also offers optimal rotation protection. Suitable for components on which there is no risk of accidental unscrewing.

The knurled round body is used, if an application of a hexagonal body is not possible. In general, the knurled version is to be preferred to the smooth version in relation to the additional safety against rotation, especially for plastic components and soft materials, but also for hard materials.

An open body end is used most frequently since it offers flexible selection of the screw length.

A closed body end is used if liquid must be prevented from penetrating between thescrew and the blind rivet nut.
SELECTION OF THE BLIND RIVET NUT AND BOLT DEPENDING ON THE COMPONENT
Measure the material thickness of the components to be riveted. This measure must be within the grip range of the blind rivet nut (min. GR – max. GR).
If one includes the allowed tolerance ranges and if this results in 2 blind rivet nuts for selection, proceed as follows: For hard components, the shorter blind rivet nut with the smaller grip range is to be used. => For example, in case of approx. 3 mm material thickness one should use 7550800000 instead of 7550800001.
For soft components, the longer blind rivet nut with the larger grip range is to be used. => For example, in case of approx. 3 mm material thickness one should use 7550800001 instead of 7550800000.
A relatively broad upset metal is necessary for components made of plastic and soft materials (e.g. aluminium) in order to achieve correspondingly high mechanical values. For that we recommend our special product lines with peel blind rivet nuts GO-SPLIT and GO-FOUR.
SCREW SELECTION
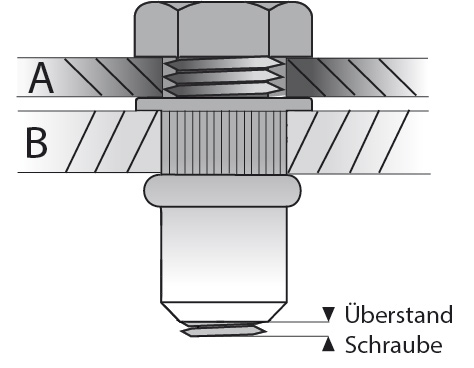
Closed body end
The screw protrusion must be at least one thread turn.

Closed body end
The screw length (P) for a closed blind rivet nut is linked to the material thickness of the riveted components (A+B) plus the head height or the gap size (C) in combination with the length of the internal thread L2.

The hole in the screwed-on component
The recommended diameter D2 for the drilling hole in the screwed- on component corresponds to the screw diameter multiplied by a factor of 1.1.
Selection of screws
The thread of the Goebel blind rivet nut has the standard tolerances 6H as per ISO 68. Accordingly, Goebel blind rivet nuts can be used with the most frequently applied standard screw thread with the tolerances of 6G.
Lubrication of the screw joint
In case you process large series, in particular components made of stainless steel, we recommend to lubricate the threaded mandrel of your setting tool prior to the first installation and afterwards periodically, in order to ensure the optimal setting and to increase the longlife cycle of your setting tool.
MATERIAL COMBINATIONS
The following rule applies in order to avoid contact corrosion:
The connecting parts in a specific application must have at least the same corrosion resistance as the connected components. If this is not possible, the connecting parts must be of higher quality than the components.
OVERVIEW – WHICH BLIND RIVET NUT INTO WHICH SHEET
The connecting parts in a specific application must have at least the same corrosion resistance as the connected components. If this is not possible, the connecting parts must be of higher quality than the components.
 -Al -Al |  -St -St |  -A2 -A2 |  -A4 -A4 | |
Aluminium | XXX | -- | XXX | XXX |
Steel zinc plated | X | XXX | XX | XX |
Stainless steel A2 | XX | -- | XXX | XXX |
Stainless steel A4 | XX | -- | XXX | XXX |
Copper | XX | -- | XX | XX |
Brass | XX | -- | XX | XX |
| xxx very advisable xx advisable x abstemious advisable - no advisable | ||||
AVAILABLE IN THE FOLLOWING QUALITIES
ADVANTAGES OF THE MATERIALS

low weight Corrosion-resistance
Aluminium AlMg 5 [ AISI 5056 ]

Standard application
Steel zinc plated [ AISI 1008 ]

corrosion- and temperature-resistant
Stainless steel A2 [ AISI 302 ]

korrosions-, temperatur- und zusätzlich säurebeständig, da Mo-legiert (Molybdän)
Stainless steel A4 [ AISI 316 ]
EVALUATION PRINCIPLES
Axial test load:
The test assembly of load on the nut thread in order to determine its loadbearing capacity. While doing this the support is carried out on the head of the blind rivet nut.
1) Pull-In:
The test force X (see table page 15), is applied for 15 seconds. After the application of the load the free threadability of the screw in the nut thread must still be provided.
2) Pull-In-Break:
The test is carried out until the failure (shearing of the nut thread or breakage of the screw).
Tightening torque::
The test assembly of the screw connection of a non-rotating component with a screw against the head of the blind rivet nut. While doing this, the load-bearing capacity of the nut thread is determined.
1) Maximum Torque:
The torque X (see table page 15) is applied to the screw. After the application of the load the free removability of the screw in the nut thread must still be provided.
2) Broken Torque:
The test is carried out until the failure (shearing of the nut thread or breakage of the screw).