VIS AUTOFOREUSES
-
{"images":{"all":[{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/738\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"path":"S3:738:Logo-Goebel-1200-1200.jpg","height":1200,"position":1,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":{"id":1,"names":[]},"manufacturerId":3,"id":738,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name2":"GOEBEL® - 1000 x Vis \u00c0 T\u00f4le (Tapits) DRILL (\u00d8 x L) 4,8 x 25 mm 972 Rev\u00eatement argent\u00e9 GOEBEL GL - 5063148251","urlPath":"vis-a-tole-tapits-drill-4-8-x-25-mm-972-revetement-argente-goebel-gl","name3":"GOEBEL - 1000 x Vis \u00c0 T\u00f4le (Tapits) DRILL (\u00d8 x L) 4,8 x 25 mm 972 Rev\u00eatement argent\u00e9 GOEBEL GL - 5063148251","name1":"Vis \u00c0 T\u00f4le (Tapits) DRILL (\u00d8 x L) 4,8 x 25 mm 972 Rev\u00eatement argent\u00e9 GOEBEL GL"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":738,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:47+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1822,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":87.1,"formatted":"87,10\u00a0DKK"},"unitPrice":{"value":649.847363594,"formatted":"649,85\u00a0DKK"},"basePrice":"0,65\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.649847363594,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":87.1,"priceNet":72.583333333333,"basePrice":649.847363594,"basePriceNet":541.53946966167,"unitPrice":649.847363594,"unitPriceNet":541.53946966167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 14:00:36","type":"default","pricePosition":0}},"rrp":{"price":{"value":104.52,"formatted":"104,52\u00a0DKK"},"unitPrice":{"value":779.8168363128,"formatted":"779,82\u00a0DKK"},"basePrice":"0,78\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.7798168363128,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":104.52,"priceNet":87.1,"basePrice":779.8168363128,"basePriceNet":649.847363594,"unitPrice":779.8168363128,"unitPriceNet":649.847363594,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":87.1,"formatted":"87,10\u00a0DKK"},"unitPrice":{"value":649.847363594,"formatted":"649,85\u00a0DKK"},"basePrice":"0,65\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.649847363594,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":87.1,"priceNet":72.583333333333,"basePrice":649.847363594,"basePriceNet":541.53946966167,"unitPrice":649.847363594,"unitPriceNet":541.53946966167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 14:00:36","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis À Tôle (Tapits) DRILL (Ø x L) 4,8 x 25 mm 972 Revêtement argenté GOEBEL GL -
{"images":{"all":[{"names":[],"position":0,"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/550\/middle\/7.jpg","path":"S3:550:7.jpg","height":1200,"cleanImageName":"7.jpg"},{"names":[],"height":1200,"path":"S3:550:bohrschraube-3-5-13mm-stahl-4110135130.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/550\/middle\/bohrschraube-3-5-13mm-stahl-4110135130.jpg","position":1,"width":1200,"cleanImageName":"bohrschraube-3-5-13mm-stahl-4110135130.jpg"},{"path":"S3:550:bohrschraube-3-5-13mm-stahl-4110135130_1.jpg","names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/550\/middle\/bohrschraube-3-5-13mm-stahl-4110135130_1.jpg","position":2,"width":1200,"height":1200,"cleanImageName":"bohrschraube-3-5-13mm-stahl-4110135130_1.jpg"},{"names":[],"height":560,"position":4,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/550\/middle\/bohrschrauben-werkstoff-passend2.JPG","width":1356,"path":"S3:550:bohrschrauben-werkstoff-passend2.JPG","cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"path":"S3:550:zeichnung-st-ph.jpg","height":434,"position":6,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/550\/middle\/zeichnung-st-ph.jpg","width":409,"cleanImageName":"zeichnung-st-ph.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/550\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"path":"S3:550:Logo-Goebel-1200-1200.jpg","height":1200,"position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","storeSpecial":{"id":1,"names":[]},"id":550,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 13 mm Acier Zingu\u00e9 - DIN7504 M - 4110135130","lang":"fr","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 13 mm Acier Zingu\u00e9 - DIN7504 M - 4110135130","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-3-5-x-13-mm-acier-zingue-din7504-m","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 13 mm Acier Zingu\u00e9 - DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":550,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:29+01:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":1634,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":21.7,"formatted":"21,70\u00a0DKK"},"unitPrice":{"value":161.902270838,"formatted":"161,90\u00a0DKK"},"basePrice":"0,16\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.161902270838,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":21.7,"priceNet":18.083333333333,"basePrice":161.902270838,"basePriceNet":134.91855903167,"unitPrice":161.902270838,"unitPriceNet":134.91855903167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}},"rrp":{"price":{"value":26.04,"formatted":"26,04\u00a0DKK"},"unitPrice":{"value":194.2827250056,"formatted":"194,28\u00a0DKK"},"basePrice":"0,19\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1942827250056,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":26.04,"priceNet":21.7,"basePrice":194.2827250056,"basePriceNet":161.902270838,"unitPrice":194.2827250056,"unitPriceNet":161.902270838,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":21.7,"formatted":"21,70\u00a0DKK"},"unitPrice":{"value":161.902270838,"formatted":"161,90\u00a0DKK"},"basePrice":"0,16\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.161902270838,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":21.7,"priceNet":18.083333333333,"basePrice":161.902270838,"basePriceNet":134.91855903167,"unitPrice":161.902270838,"unitPriceNet":134.91855903167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 3,5 x 13 mm Acier Zingué - DIN7504 M -
{"images":{"all":[{"names":[],"width":1200,"position":0,"height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/551\/middle\/7.jpg","path":"S3:551:7.jpg","cleanImageName":"7.jpg"},{"names":[],"height":1200,"position":1,"width":1200,"path":"S3:551:bohrschraube-3-5-16mm-stahl-4110135160.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/551\/middle\/bohrschraube-3-5-16mm-stahl-4110135160.jpg","cleanImageName":"bohrschraube-3-5-16mm-stahl-4110135160.jpg"},{"names":[],"position":2,"height":1200,"width":1200,"path":"S3:551:bohrschraube-3-5-16mm-stahl-4110135160_1.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/551\/middle\/bohrschraube-3-5-16mm-stahl-4110135160_1.jpg","cleanImageName":"bohrschraube-3-5-16mm-stahl-4110135160_1.jpg"},{"names":[],"width":1356,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/551\/middle\/bohrschrauben-werkstoff-passend2.JPG","path":"S3:551:bohrschrauben-werkstoff-passend2.JPG","height":560,"position":4,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"position":6,"height":434,"width":409,"path":"S3:551:zeichnung-st-ph.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/551\/middle\/zeichnung-st-ph.jpg","cleanImageName":"zeichnung-st-ph.jpg"},{"names":[],"width":1200,"position":19,"height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/551\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:551:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":{"id":1,"names":[]},"manufacturerId":3,"id":551,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 16 mm Acier Zingu\u00e9 - DIN7504 M - 4110135160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-3-5-x-16-mm-acier-zingue-din7504-m","lang":"fr","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 16 mm Acier Zingu\u00e9 - DIN7504 M - 4110135160","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 16 mm Acier Zingu\u00e9 - DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":551,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:29+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1635,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":23.7,"formatted":"23,70\u00a0DKK"},"unitPrice":{"value":176.824139118,"formatted":"176,82\u00a0DKK"},"basePrice":"0,18\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.176824139118,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":23.7,"priceNet":19.75,"basePrice":176.824139118,"basePriceNet":147.353449265,"unitPrice":176.824139118,"unitPriceNet":147.353449265,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}},"rrp":{"price":{"value":28.44,"formatted":"28,44\u00a0DKK"},"unitPrice":{"value":212.1889669416,"formatted":"212,19\u00a0DKK"},"basePrice":"0,21\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.2121889669416,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":28.44,"priceNet":23.7,"basePrice":212.1889669416,"basePriceNet":176.824139118,"unitPrice":212.1889669416,"unitPriceNet":176.824139118,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":23.7,"formatted":"23,70\u00a0DKK"},"unitPrice":{"value":176.824139118,"formatted":"176,82\u00a0DKK"},"basePrice":"0,18\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.176824139118,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":23.7,"priceNet":19.75,"basePrice":176.824139118,"basePriceNet":147.353449265,"unitPrice":176.824139118,"unitPriceNet":147.353449265,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 3,5 x 16 mm Acier Zingué - DIN7504 M -
{"images":{"all":[{"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/552\/middle\/7.jpg","names":[],"position":0,"path":"S3:552:7.jpg","height":1200,"cleanImageName":"7.jpg"},{"names":[],"position":1,"height":1200,"width":1200,"path":"S3:552:bohrschraube-3-5-9-5mm-stahl-4110135950.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/552\/middle\/bohrschraube-3-5-9-5mm-stahl-4110135950.jpg","cleanImageName":"bohrschraube-3-5-9-5mm-stahl-4110135950.jpg"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/552\/middle\/bohrschraube-3-5-9-5mm-stahl-4110135950_1.jpg","names":[],"width":1200,"height":1200,"path":"S3:552:bohrschraube-3-5-9-5mm-stahl-4110135950_1.jpg","position":2,"cleanImageName":"bohrschraube-3-5-9-5mm-stahl-4110135950_1.jpg"},{"names":[],"width":1356,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/552\/middle\/bohrschrauben-werkstoff-passend2.JPG","path":"S3:552:bohrschrauben-werkstoff-passend2.JPG","position":4,"height":560,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"width":409,"position":6,"height":434,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/552\/middle\/zeichnung-st-ph.jpg","path":"S3:552:zeichnung-st-ph.jpg","cleanImageName":"zeichnung-st-ph.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/552\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"path":"S3:552:Logo-Goebel-1200-1200.jpg","height":1200,"position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","id":552,"manufacturerId":3,"storeSpecial":{"id":1,"names":[]},"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 9,5 mm Acier Zingu\u00e9 - DIN7504 M - 4110135950","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 9,5 mm Acier Zingu\u00e9 - DIN7504 M - 4110135950","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-3-5-x-9-5-mm-acier-zingue-din7504-m","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 9,5 mm Acier Zingu\u00e9 - DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":552,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:29+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1636,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":17.6,"formatted":"17,60\u00a0DKK"},"unitPrice":{"value":131.312440864,"formatted":"131,31\u00a0DKK"},"basePrice":"0,13\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.131312440864,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":17.6,"priceNet":14.666666666667,"basePrice":131.312440864,"basePriceNet":109.42703405333,"unitPrice":131.312440864,"unitPriceNet":109.42703405333,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}},"rrp":{"price":{"value":21.12,"formatted":"21,12\u00a0DKK"},"unitPrice":{"value":157.5749290368,"formatted":"157,57\u00a0DKK"},"basePrice":"0,16\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1575749290368,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":21.12,"priceNet":17.6,"basePrice":157.5749290368,"basePriceNet":131.312440864,"unitPrice":157.5749290368,"unitPriceNet":131.312440864,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":17.6,"formatted":"17,60\u00a0DKK"},"unitPrice":{"value":131.312440864,"formatted":"131,31\u00a0DKK"},"basePrice":"0,13\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.131312440864,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":17.6,"priceNet":14.666666666667,"basePrice":131.312440864,"basePriceNet":109.42703405333,"unitPrice":131.312440864,"unitPriceNet":109.42703405333,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 3,5 x 9,5 mm Acier Zingué - DIN7504 M -
{"images":{"all":[{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/576\/middle\/5.jpg","width":1200,"path":"S3:576:5.jpg","height":1200,"position":0,"cleanImageName":"5.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/576\/middle\/bohrschraube-3-5-9-5mm-stahl-4181135955.jpg","height":1200,"width":1200,"position":1,"path":"S3:576:bohrschraube-3-5-9-5mm-stahl-4181135955.jpg","cleanImageName":"bohrschraube-3-5-9-5mm-stahl-4181135955.jpg"},{"names":[],"width":1067,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/576\/middle\/bohrschraube-3-5-9-5mm-stahl-4181135955_1.jpg","position":2,"path":"S3:576:bohrschraube-3-5-9-5mm-stahl-4181135955_1.jpg","height":1067,"cleanImageName":"bohrschraube-3-5-9-5mm-stahl-4181135955_1.jpg"},{"names":[],"path":"S3:576:sq4.jpg","position":3,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/576\/middle\/sq4.jpg","width":1200,"height":1200,"cleanImageName":"sq4.jpg"},{"names":[],"height":560,"position":4,"width":1356,"path":"S3:576:bohrschrauben-werkstoff-passend2.JPG","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/576\/middle\/bohrschrauben-werkstoff-passend2.JPG","cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"width":409,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/576\/middle\/sq3.jpg","position":6,"path":"S3:576:sq3.jpg","height":434,"cleanImageName":"sq3.jpg"},{"names":[],"position":19,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/576\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:576:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","manufacturerId":3,"id":576,"storeSpecial":{"id":1,"names":[]},"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 9,5 mm Acier Zingu\u00e9 - DIN7504 SQ - 4181135955","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 9,5 mm Acier Zingu\u00e9 - DIN7504 SQ - 4181135955","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-3-5-x-9-5-mm-acier-zingue-din7504-sq","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,5 x 9,5 mm Acier Zingu\u00e9 - DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":576,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:32+01:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":1660,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":8.1,"formatted":"8,10\u00a0DKK"},"unitPrice":{"value":60.433566534,"formatted":"60,43\u00a0DKK"},"basePrice":"0,06\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.060433566534,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":8.1,"priceNet":6.75,"basePrice":60.433566534,"basePriceNet":50.361305445,"unitPrice":60.433566534,"unitPriceNet":50.361305445,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 14:00:36","type":"default","pricePosition":0}},"rrp":{"price":{"value":9.72,"formatted":"9,72\u00a0DKK"},"unitPrice":{"value":72.5202798408,"formatted":"72,52\u00a0DKK"},"basePrice":"0,07\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0725202798408,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":9.72,"priceNet":8.1,"basePrice":72.5202798408,"basePriceNet":60.433566534,"unitPrice":72.5202798408,"unitPriceNet":60.433566534,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":8.1,"formatted":"8,10\u00a0DKK"},"unitPrice":{"value":60.433566534,"formatted":"60,43\u00a0DKK"},"basePrice":"0,06\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.060433566534,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":8.1,"priceNet":6.75,"basePrice":60.433566534,"basePriceNet":50.361305445,"unitPrice":60.433566534,"unitPriceNet":50.361305445,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 14:00:36","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 3,5 x 9,5 mm Acier Zingué - DIN7504 SQ -
{"images":{"all":[{"names":[],"position":0,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/553\/middle\/7.jpg","path":"S3:553:7.jpg","cleanImageName":"7.jpg"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/553\/middle\/bohrschraube-3-9-13mm-stahl-4110139130.jpg","names":[],"width":1200,"height":1200,"path":"S3:553:bohrschraube-3-9-13mm-stahl-4110139130.jpg","position":1,"cleanImageName":"bohrschraube-3-9-13mm-stahl-4110139130.jpg"},{"names":[],"height":1200,"position":2,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/553\/middle\/bohrschraube-3-9-13mm-stahl-4110139130_1.jpg","width":1200,"path":"S3:553:bohrschraube-3-9-13mm-stahl-4110139130_1.jpg","cleanImageName":"bohrschraube-3-9-13mm-stahl-4110139130_1.jpg"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/553\/middle\/bohrschrauben-werkstoff-passend2.JPG","names":[],"path":"S3:553:bohrschrauben-werkstoff-passend2.JPG","position":4,"height":560,"width":1356,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"path":"S3:553:zeichnung-st-ph.jpg","names":[],"height":434,"width":409,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/553\/middle\/zeichnung-st-ph.jpg","position":6,"cleanImageName":"zeichnung-st-ph.jpg"},{"position":19,"height":1200,"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/553\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:553:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","id":553,"manufacturerId":3,"storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,9 x 13 mm Acier Zingu\u00e9 - DIN7504 M - 4110139130","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,9 x 13 mm Acier Zingu\u00e9 - DIN7504 M - 4110139130","lang":"fr","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-3-9-x-13-mm-acier-zingue-din7504-m","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,9 x 13 mm Acier Zingu\u00e9 - DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":553,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:29+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1637,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":18.3,"formatted":"18,30\u00a0DKK"},"unitPrice":{"value":136.535094762,"formatted":"136,54\u00a0DKK"},"basePrice":"0,14\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.136535094762,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":18.3,"priceNet":15.25,"basePrice":136.535094762,"basePriceNet":113.779245635,"unitPrice":136.535094762,"unitPriceNet":113.779245635,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":18.3,"formatted":"18,30\u00a0DKK"},"unitPrice":{"value":136.535094762,"formatted":"136,54\u00a0DKK"},"basePrice":"0,14\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.136535094762,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":18.3,"priceNet":15.25,"basePrice":136.535094762,"basePriceNet":113.779245635,"unitPrice":136.535094762,"unitPriceNet":113.779245635,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 3,9 x 13 mm Acier Zingué - DIN7504 M -
{"images":{"all":[{"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/562\/middle\/7.jpg","names":[],"position":0,"path":"S3:562:7.jpg","height":1200,"cleanImageName":"7.jpg"},{"names":[],"height":1200,"path":"S3:562:bohrschraube-3-9-19mm-edelstahl-a2-7771039190.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/562\/middle\/bohrschraube-3-9-19mm-edelstahl-a2-7771039190.jpg","position":1,"width":1200,"cleanImageName":"bohrschraube-3-9-19mm-edelstahl-a2-7771039190.jpg"},{"position":2,"height":1200,"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/562\/middle\/bohrschraube-3-9-19mm-edelstahl-a2-7771039190_1.jpg","path":"S3:562:bohrschraube-3-9-19mm-edelstahl-a2-7771039190_1.jpg","cleanImageName":"bohrschraube-3-9-19mm-edelstahl-a2-7771039190_1.jpg"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/562\/middle\/bohrschrauben-werkstoff-passend2.JPG","names":[],"path":"S3:562:bohrschrauben-werkstoff-passend2.JPG","position":4,"height":560,"width":1356,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"height":1200,"position":19,"width":1200,"path":"S3:562:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/562\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","manufacturerId":3,"id":562,"storeSpecial":{"id":1,"names":[]},"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,9 x 19 mm Acier inoxydable A2 Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M - 7771039190","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,9 x 19 mm Acier inoxydable A2 Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M - 7771039190","lang":"fr","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-3-9-x-19-mm-acier-inoxydable-a2-revetement-argente-goebel-gl-din7504-m","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 3,9 x 19 mm Acier inoxydable A2 Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":562,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:30+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1646,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":333,"formatted":"333,00\u00a0DKK"},"unitPrice":{"value":2484.49106862,"formatted":"2\u202f484,49\u00a0DKK"},"basePrice":"2,48\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":2.48449106862,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":333,"priceNet":277.5,"basePrice":2484.49106862,"basePriceNet":2070.40922385,"unitPrice":2484.49106862,"unitPriceNet":2070.40922385,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:29","type":"default","pricePosition":0}},"rrp":{"price":{"value":399.6,"formatted":"399,60\u00a0DKK"},"unitPrice":{"value":2981.389282344,"formatted":"2\u202f981,39\u00a0DKK"},"basePrice":"2,98\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":2.981389282344,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":399.6,"priceNet":333,"basePrice":2981.389282344,"basePriceNet":2484.49106862,"unitPrice":2981.389282344,"unitPriceNet":2484.49106862,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":333,"formatted":"333,00\u00a0DKK"},"unitPrice":{"value":2484.49106862,"formatted":"2\u202f484,49\u00a0DKK"},"basePrice":"2,48\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":2.48449106862,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":333,"priceNet":277.5,"basePrice":2484.49106862,"basePriceNet":2070.40922385,"unitPrice":2484.49106862,"unitPriceNet":2070.40922385,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:29","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 3,9 x 19 mm Acier inoxydable A2 Revêtement argenté GOEBEL GL - DIN7504 M -
{"images":{"all":[{"names":[],"position":0,"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/7.jpg","path":"S3:559:7.jpg","height":1200,"cleanImageName":"7.jpg"},{"names":[],"position":1,"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/bohrschraube-4-2-13-0mm-edelstahl-c1-4160142130.jpg","path":"S3:559:bohrschraube-4-2-13-0mm-edelstahl-c1-4160142130.jpg","height":1200,"cleanImageName":"bohrschraube-4-2-13-0mm-edelstahl-c1-4160142130.jpg"},{"position":2,"path":"S3:559:bohrschraube-4-2-13-0mm-edelstahl-c1-4160142130_1.jpg","height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/bohrschraube-4-2-13-0mm-edelstahl-c1-4160142130_1.jpg","names":[],"width":1200,"cleanImageName":"bohrschraube-4-2-13-0mm-edelstahl-c1-4160142130_1.jpg"},{"path":"S3:559:bohrschrauben-werkstoff-passend2.JPG","names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/bohrschrauben-werkstoff-passend2.JPG","position":4,"width":1356,"height":560,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/DIN-7504-M-Linsenkopf-Bohrschrauben-C1-GL-4-2x13-mm_6.jpg","names":[],"width":1236,"height":612,"path":"S3:559:DIN-7504-M-Linsenkopf-Bohrschrauben-C1-GL-4-2x13-mm_6.jpg","position":5,"cleanImageName":"DIN-7504-M-Linsenkopf-Bohrschrauben-C1-GL-4-2x13-mm_6.jpg"},{"width":1227,"position":6,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/DIN7504M-C1-GL-21-o-l-Z.jpg","names":[],"height":1302,"path":"S3:559:DIN7504M-C1-GL-21-o-l-Z.jpg","cleanImageName":"DIN7504M-C1-GL-21-o-l-Z.jpg"},{"width":1400,"names":[],"path":"S3:559:DIN-7504-M-Linsenkopf-Bohrschrauben-C1-GL-4-2x13-mm_9.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/DIN-7504-M-Linsenkopf-Bohrschrauben-C1-GL-4-2x13-mm_9.jpg","height":1300,"position":10,"cleanImageName":"DIN-7504-M-Linsenkopf-Bohrschrauben-C1-GL-4-2x13-mm_9.jpg"},{"names":[],"position":11,"height":828,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","path":"S3:559:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","width":1500,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","path":"S3:559:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","height":994,"width":1500,"position":13,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/559\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:559:Logo-Goebel-1200-1200.jpg","height":1200,"position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":{"id":1,"names":[]},"itemType":"default","manufacturerId":3,"id":559,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier inoxydable C1 (AISI 410) Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M - 4160142130","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-13-mm-acier-inoxydable-c1-aisi-410-revetement-argente-goebel-gl-din7504-m","lang":"fr","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier inoxydable C1 AISI 410 Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M - 4160142130","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier inoxydable C1 (AISI 410) Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":559,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:30+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1643,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":93,"formatted":"93,00\u00a0DKK"},"unitPrice":{"value":693.86687502,"formatted":"693,87\u00a0DKK"},"basePrice":"0,69\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.69386687502,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":93,"priceNet":77.5,"basePrice":693.86687502,"basePriceNet":578.22239585,"unitPrice":693.86687502,"unitPriceNet":578.22239585,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}},"rrp":{"price":{"value":111.6,"formatted":"111,60\u00a0DKK"},"unitPrice":{"value":832.640250024,"formatted":"832,64\u00a0DKK"},"basePrice":"0,83\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.832640250024,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":111.6,"priceNet":93,"basePrice":832.640250024,"basePriceNet":693.86687502,"unitPrice":832.640250024,"unitPriceNet":693.86687502,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":93,"formatted":"93,00\u00a0DKK"},"unitPrice":{"value":693.86687502,"formatted":"693,87\u00a0DKK"},"basePrice":"0,69\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.69386687502,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":93,"priceNet":77.5,"basePrice":693.86687502,"basePriceNet":578.22239585,"unitPrice":693.86687502,"unitPriceNet":578.22239585,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 13 mm Acier inoxydable C1 (AISI 410) Revêtement argenté GOEBEL GL - DIN7504 M -
{"images":{"all":[{"names":[],"height":1200,"path":"S3:566:5.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/5.jpg","position":0,"width":1200,"cleanImageName":"5.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/bohrschraube-4-2-13-0mm-edelstahl-c1-4163142130.jpg","width":1200,"path":"S3:566:bohrschraube-4-2-13-0mm-edelstahl-c1-4163142130.jpg","height":1200,"position":1,"cleanImageName":"bohrschraube-4-2-13-0mm-edelstahl-c1-4163142130.jpg"},{"position":2,"names":[],"height":1067,"path":"S3:566:bohrschraube-4-2-13-0mm-edelstahl-c1-4163142130_1.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/bohrschraube-4-2-13-0mm-edelstahl-c1-4163142130_1.jpg","width":1067,"cleanImageName":"bohrschraube-4-2-13-0mm-edelstahl-c1-4163142130_1.jpg"},{"names":[],"width":1356,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/bohrschrauben-werkstoff-passend2.JPG","position":4,"path":"S3:566:bohrschrauben-werkstoff-passend2.JPG","height":560,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"height":609,"position":5,"width":1236,"path":"S3:566:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x13-mm-inkl--SQ-Bit-50mm_6.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x13-mm-inkl--SQ-Bit-50mm_6.jpg","cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x13-mm-inkl--SQ-Bit-50mm_6.jpg"},{"width":1227,"position":6,"names":[],"height":1302,"path":"S3:566:DIN7504SQ-C1-GL-26-o-l-Z.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/DIN7504SQ-C1-GL-26-o-l-Z.jpg","cleanImageName":"DIN7504SQ-C1-GL-26-o-l-Z.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x13-mm-inkl--SQ-Bit-50mm_9.jpg","path":"S3:566:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x13-mm-inkl--SQ-Bit-50mm_9.jpg","position":10,"height":1300,"width":1400,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x13-mm-inkl--SQ-Bit-50mm_9.jpg"},{"names":[],"path":"S3:566:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","position":11,"height":828,"width":1500,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","names":[],"position":13,"height":994,"path":"S3:566:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","width":1500,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"position":19,"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/566\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:566:Logo-Goebel-1200-1200.jpg","height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":null,"manufacturerId":3,"itemType":"default","id":566,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier inoxydable C1 (AISI 410) Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 SQ - 4163142130","lang":"fr","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier inoxydable C1 AISI 410 Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 SQ - 4163142130","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-13-mm-acier-inoxydable-c1-aisi-410-revetement-argente-goebel-gl-din7504-sq","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier inoxydable C1 (AISI 410) Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":566,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-03-30T07:00:56+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":1650,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":73.1,"formatted":"73,10\u00a0DKK"},"unitPrice":{"value":545.394285634,"formatted":"545,39\u00a0DKK"},"basePrice":"0,55\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.545394285634,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":73.1,"priceNet":60.916666666667,"basePrice":545.394285634,"basePriceNet":454.49523802833,"unitPrice":545.394285634,"unitPriceNet":454.49523802833,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 14:00:36","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":73.1,"formatted":"73,10\u00a0DKK"},"unitPrice":{"value":545.394285634,"formatted":"545,39\u00a0DKK"},"basePrice":"0,55\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.545394285634,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":73.1,"priceNet":60.916666666667,"basePrice":545.394285634,"basePriceNet":454.49523802833,"unitPrice":545.394285634,"unitPriceNet":454.49523802833,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 14:00:36","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 13 mm Acier inoxydable C1 (AISI 410) Revêtement argenté GOEBEL GL - DIN7504 SQ -
{"images":{"all":[{"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/5.jpg","path":"S3:569:5.jpg","height":1200,"position":0,"cleanImageName":"5.jpg"},{"names":[],"width":1200,"position":1,"height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/bohrschraube-4-2-13-0mm-stahl-4180142130.jpg","path":"S3:569:bohrschraube-4-2-13-0mm-stahl-4180142130.jpg","cleanImageName":"bohrschraube-4-2-13-0mm-stahl-4180142130.jpg"},{"position":2,"height":1067,"names":[],"width":1067,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/bohrschraube-4-2-13-0mm-stahl-4180142130_1.jpg","path":"S3:569:bohrschraube-4-2-13-0mm-stahl-4180142130_1.jpg","cleanImageName":"bohrschraube-4-2-13-0mm-stahl-4180142130_1.jpg"},{"names":[],"height":560,"position":4,"width":1356,"path":"S3:569:bohrschrauben-werkstoff-passend2.JPG","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/bohrschrauben-werkstoff-passend2.JPG","cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--VERZ-4-2x13-mm-inkl--SQ-Bit-50mm_6.jpg","height":693,"width":1239,"position":5,"path":"S3:569:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--VERZ-4-2x13-mm-inkl--SQ-Bit-50mm_6.jpg","cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--VERZ-4-2x13-mm-inkl--SQ-Bit-50mm_6.jpg"},{"width":1227,"names":[],"path":"S3:569:DIN7504SQ-ST-22-o-l-Z.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/DIN7504SQ-ST-22-o-l-Z.jpg","height":1302,"position":6,"cleanImageName":"DIN7504SQ-ST-22-o-l-Z.jpg"},{"names":[],"position":10,"height":1300,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--VERZ-4-2x13-mm-inkl--SQ-Bit-50mm_9.jpg","width":1400,"path":"S3:569:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--VERZ-4-2x13-mm-inkl--SQ-Bit-50mm_9.jpg","cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--VERZ-4-2x13-mm-inkl--SQ-Bit-50mm_9.jpg"},{"names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","height":828,"path":"S3:569:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","position":11,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","path":"S3:569:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","position":13,"height":994,"width":1500,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/569\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:569:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","manufacturerId":3,"id":569,"storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier Zingu\u00e9 - DIN7504 SQ - 4180142130","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier Zingu\u00e9 - DIN7504 SQ - 4180142130","lang":"fr","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-13-mm-acier-zingue-din7504-sq","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier Zingu\u00e9 - DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":569,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-01-12T10:15:23+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1653,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":17.9,"formatted":"17,90\u00a0DKK"},"unitPrice":{"value":133.550721106,"formatted":"133,55\u00a0DKK"},"basePrice":"0,13\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.133550721106,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":17.9,"priceNet":14.916666666667,"basePrice":133.550721106,"basePriceNet":111.29226758833,"unitPrice":133.550721106,"unitPriceNet":111.29226758833,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:08","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":17.9,"formatted":"17,90\u00a0DKK"},"unitPrice":{"value":133.550721106,"formatted":"133,55\u00a0DKK"},"basePrice":"0,13\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.133550721106,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":17.9,"priceNet":14.916666666667,"basePrice":133.550721106,"basePriceNet":111.29226758833,"unitPrice":133.550721106,"unitPriceNet":111.29226758833,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:08","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 13 mm Acier Zingué - DIN7504 SQ -
{"images":{"all":[{"position":0,"height":1200,"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/8.jpg","path":"S3:557:8.jpg","cleanImageName":"8.jpg"},{"names":[],"position":1,"height":1200,"width":1200,"path":"S3:557:bohrschraube-4-2-13-0mm-stahl-4110342130.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/bohrschraube-4-2-13-0mm-stahl-4110342130.jpg","cleanImageName":"bohrschraube-4-2-13-0mm-stahl-4110342130.jpg"},{"position":2,"height":1200,"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/bohrschraube-4-2-13-0mm-stahl-4110342130_1.jpg","path":"S3:557:bohrschraube-4-2-13-0mm-stahl-4110342130_1.jpg","cleanImageName":"bohrschraube-4-2-13-0mm-stahl-4110342130_1.jpg"},{"names":[],"width":1356,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/bohrschrauben-werkstoff-passend2.JPG","path":"S3:557:bohrschrauben-werkstoff-passend2.JPG","position":4,"height":560,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/DIN-7504-M-Linsenkopf-Bohrschrauben-VERZ-S12-4-2x13-mm_6.jpg","names":[],"path":"S3:557:DIN-7504-M-Linsenkopf-Bohrschrauben-VERZ-S12-4-2x13-mm_6.jpg","position":5,"height":666,"width":1236,"cleanImageName":"DIN-7504-M-Linsenkopf-Bohrschrauben-VERZ-S12-4-2x13-mm_6.jpg"},{"names":[],"path":"S3:557:DIN7504M-ST-18-e-o-l-Z.jpg","width":1227,"position":6,"height":1302,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/DIN7504M-ST-18-e-o-l-Z.jpg","cleanImageName":"DIN7504M-ST-18-e-o-l-Z.jpg"},{"names":[],"width":1400,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/DIN-7504-M-Linsenkopf-Bohrschrauben-VERZ-S12-4-2x13-mm_9.jpg","position":10,"path":"S3:557:DIN-7504-M-Linsenkopf-Bohrschrauben-VERZ-S12-4-2x13-mm_9.jpg","height":1300,"cleanImageName":"DIN-7504-M-Linsenkopf-Bohrschrauben-VERZ-S12-4-2x13-mm_9.jpg"},{"names":[],"path":"S3:557:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","width":1500,"position":11,"height":828,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"width":1500,"position":13,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","names":[],"height":994,"path":"S3:557:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"position":19,"height":1200,"width":1200,"path":"S3:557:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/557\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","manufacturerId":3,"id":557,"storeSpecial":{"id":1,"names":[]},"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier Zingu\u00e9 - EPDM Disque DIN7504 M - 4110342130","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-13-mm-acier-zingue-epdm-disque-din7504-m","lang":"fr","name3":"GOEBEL - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier Zingu\u00e9 - EPDM Disque DIN7504 M - 4110342130","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 13 mm Acier Zingu\u00e9 - EPDM Disque DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":557,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:29+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1641,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":500},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":37.1,"formatted":"37,10\u00a0DKK"},"unitPrice":{"value":276.800656594,"formatted":"276,80\u00a0DKK"},"basePrice":"0,55\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.553601313188,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":37.1,"priceNet":30.916666666667,"basePrice":276.800656594,"basePriceNet":230.66721382833,"unitPrice":276.800656594,"unitPriceNet":230.66721382833,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}},"rrp":{"price":{"value":44.52,"formatted":"44,52\u00a0DKK"},"unitPrice":{"value":332.1607879128,"formatted":"332,16\u00a0DKK"},"basePrice":"0,66\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.6643215758256,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":44.52,"priceNet":37.1,"basePrice":332.1607879128,"basePriceNet":276.800656594,"unitPrice":332.1607879128,"unitPriceNet":276.800656594,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":37.1,"formatted":"37,10\u00a0DKK"},"unitPrice":{"value":276.800656594,"formatted":"276,80\u00a0DKK"},"basePrice":"0,55\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.553601313188,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":37.1,"priceNet":30.916666666667,"basePrice":276.800656594,"basePriceNet":230.66721382833,"unitPrice":276.800656594,"unitPriceNet":230.66721382833,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 13:38:28","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 13 mm Acier Zingué - EPDM Disque DIN7504 M -
{"images":{"all":[{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/5.jpg","width":1200,"path":"S3:579:5.jpg","height":1200,"position":0,"cleanImageName":"5.jpg"},{"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a1-4332442160.jpg","names":[],"position":1,"path":"S3:579:bohrschraube-4-2-16-0mm-edelstahl-a1-4332442160.jpg","height":1200,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a1-4332442160.jpg"},{"names":[],"position":2,"width":1067,"height":1067,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a1-4332442160_1.jpg","path":"S3:579:bohrschraube-4-2-16-0mm-edelstahl-a1-4332442160_1.jpg","cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a1-4332442160_1.jpg"},{"position":4,"names":[],"height":560,"path":"S3:579:bohrschrauben-werkstoff-passend2.JPG","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/bohrschrauben-werkstoff-passend2.JPG","width":1356,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A1-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","names":[],"width":1238,"height":527,"path":"S3:579:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A1-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","position":5,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A1-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg"},{"width":1227,"position":6,"names":[],"height":1302,"path":"S3:579:DIN7504SQ-A1-25-o-l-Z.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/DIN7504SQ-A1-25-o-l-Z.jpg","cleanImageName":"DIN7504SQ-A1-25-o-l-Z.jpg"},{"names":[],"path":"S3:579:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A1-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","height":1300,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A1-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","width":1400,"position":10,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A1-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg"},{"names":[],"path":"S3:579:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","height":828,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","width":1500,"position":11,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","position":13,"path":"S3:579:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","height":994,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"position":19,"names":[],"height":1200,"path":"S3:579:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/579\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":579,"manufacturerId":3,"storeSpecial":null,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A1 - DIN7504 SQ - 4332442160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-a1-din7504-sq","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A1 - DIN7504 SQ - 4332442160","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A1 - DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":579,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-06-26T13:00:30+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1663,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":172.4,"formatted":"172,40\u00a0DKK"},"unitPrice":{"value":1286.265045736,"formatted":"1\u202f286,27\u00a0DKK"},"basePrice":"1,29\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":1.286265045736,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":172.4,"priceNet":143.66666666667,"basePrice":1286.265045736,"basePriceNet":1071.8875381133,"unitPrice":1286.265045736,"unitPriceNet":1071.8875381133,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:08","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":172.4,"formatted":"172,40\u00a0DKK"},"unitPrice":{"value":1286.265045736,"formatted":"1\u202f286,27\u00a0DKK"},"basePrice":"1,29\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":1.286265045736,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":172.4,"priceNet":143.66666666667,"basePrice":1286.265045736,"basePriceNet":1071.8875381133,"unitPrice":1286.265045736,"unitPriceNet":1071.8875381133,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:08","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable A1 - DIN7504 SQ -
{"images":{"all":[{"names":[],"position":0,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/5.jpg","path":"S3:585:5.jpg","cleanImageName":"5.jpg"},{"names":[],"position":1,"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-7180142160.jpg","path":"S3:585:bohrschraube-4-2-16-0mm-edelstahl-a2-7180142160.jpg","height":1200,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-7180142160.jpg"},{"position":2,"names":[],"height":1067,"path":"S3:585:bohrschraube-4-2-16-0mm-edelstahl-a2-7180142160_1.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-7180142160_1.jpg","width":1067,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-7180142160_1.jpg"},{"names":[],"position":4,"width":1356,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/bohrschrauben-werkstoff-passend2.JPG","path":"S3:585:bohrschrauben-werkstoff-passend2.JPG","height":560,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"width":1236,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_6.jpg","position":5,"path":"S3:585:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_6.jpg","height":558,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_6.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/DIN7504SQ-A2-23-o-l-Z.jpg","path":"S3:585:DIN7504SQ-A2-23-o-l-Z.jpg","position":6,"height":1302,"width":1227,"cleanImageName":"DIN7504SQ-A2-23-o-l-Z.jpg"},{"names":[],"path":"S3:585:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_9.jpg","width":1400,"position":10,"height":1300,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_9.jpg","cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_9.jpg"},{"height":828,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","width":1500,"names":[],"position":11,"path":"S3:585:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","path":"S3:585:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","position":13,"height":994,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"position":19,"height":1200,"width":1200,"path":"S3:585:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/585\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","id":585,"manufacturerId":3,"storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) - DIN7504 SQ - 7180142160","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 AISI 304\/02 - DIN7504 SQ - 7180142160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-a2-w-nr-1-4301-03-aisi-304-02-din7504-sq","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) - DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":585,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1669,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":78.1,"formatted":"78,10\u00a0DKK"},"unitPrice":{"value":582.698956334,"formatted":"582,70\u00a0DKK"},"basePrice":"0,58\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.582698956334,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":78.1,"priceNet":65.083333333333,"basePrice":582.698956334,"basePriceNet":485.58246361167,"unitPrice":582.698956334,"unitPriceNet":485.58246361167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:34","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":78.1,"formatted":"78,10\u00a0DKK"},"unitPrice":{"value":582.698956334,"formatted":"582,70\u00a0DKK"},"basePrice":"0,58\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.582698956334,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":78.1,"priceNet":65.083333333333,"basePrice":582.698956334,"basePriceNet":485.58246361167,"unitPrice":582.698956334,"unitPriceNet":485.58246361167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:34","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301/03 AISI 304/02) - DIN7504 SQ -
{"images":{"all":[{"position":0,"names":[],"height":1200,"path":"S3:587:17.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/17.jpg","width":1200,"cleanImageName":"17.jpg"},{"path":"S3:587:bohrschraube-4-2-16-0mm-edelstahl-a2-7280142160.jpg","names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-7280142160.jpg","position":1,"width":1200,"height":1200,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-7280142160.jpg"},{"width":1067,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-7280142160_1.jpg","names":[],"position":2,"path":"S3:587:bohrschraube-4-2-16-0mm-edelstahl-a2-7280142160_1.jpg","height":1067,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-7280142160_1.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/bohrschrauben-werkstoff-passend2.JPG","height":560,"width":1356,"position":4,"path":"S3:587:bohrschrauben-werkstoff-passend2.JPG","cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"position":5,"path":"S3:587:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-PA-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_6.jpg","height":558,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-PA-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_6.jpg","names":[],"width":1236,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-PA-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_6.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/DIN7504SQ-A2-23-p-o-l-Z.jpg","position":6,"width":1227,"height":1302,"path":"S3:587:DIN7504SQ-A2-23-p-o-l-Z.jpg","cleanImageName":"DIN7504SQ-A2-23-p-o-l-Z.jpg"},{"height":1300,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-PA-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_9.jpg","width":1400,"names":[],"position":10,"path":"S3:587:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-PA-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_9.jpg","cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-PA-4-2x16-mm--fuer-Aluminium-Bleche-inkl--SQ-Bit-50mm_9.jpg"},{"names":[],"path":"S3:587:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","width":1500,"position":11,"height":828,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","position":13,"path":"S3:587:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","height":994,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/587\/middle\/Logo-Goebel-1200-1200.jpg","names":[],"position":19,"path":"S3:587:Logo-Goebel-1200-1200.jpg","height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"id":587,"storeSpecial":null,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 AISI 304\/02 - PA Polyamide Disque DIN7504 SQ - 7280142160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-a2-w-nr-1-4301-03-aisi-304-02-pa-polyamide-disque-din7504-sq","lang":"fr","name2":"GOEBEL® - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) - PA (Polyamide) Disque DIN7504 SQ - 7280142160","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) - PA (Polyamide) Disque DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":587,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-03-26T09:45:41+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1671,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":500},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":57.1,"formatted":"57,10\u00a0DKK"},"unitPrice":{"value":426.019339394,"formatted":"426,02\u00a0DKK"},"basePrice":"0,85\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.852038678788,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":57.1,"priceNet":47.583333333333,"basePrice":426.019339394,"basePriceNet":355.01611616167,"unitPrice":426.019339394,"unitPriceNet":355.01611616167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:34","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":57.1,"formatted":"57,10\u00a0DKK"},"unitPrice":{"value":426.019339394,"formatted":"426,02\u00a0DKK"},"basePrice":"0,85\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.852038678788,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":57.1,"priceNet":47.583333333333,"basePrice":426.019339394,"basePriceNet":355.01611616167,"unitPrice":426.019339394,"unitPriceNet":355.01611616167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:34","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301/03 AISI 304/02) - PA (Polyamide) Disque DIN7504 SQ -
{"images":{"all":[{"names":[],"height":1200,"position":0,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/7.jpg","width":1200,"path":"S3:563:7.jpg","cleanImageName":"7.jpg"},{"position":1,"path":"S3:563:bohrschraube-4-2-16-0mm-edelstahl-a2-7771042160.jpg","height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-7771042160.jpg","names":[],"width":1200,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-7771042160.jpg"},{"names":[],"height":1200,"position":2,"width":1200,"path":"S3:563:bohrschraube-4-2-16-0mm-edelstahl-a2-7771042160_1.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-7771042160_1.jpg","cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-7771042160_1.jpg"},{"path":"S3:563:bohrschrauben-werkstoff-passend2.JPG","names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/bohrschrauben-werkstoff-passend2.JPG","position":4,"width":1356,"height":560,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"position":5,"width":1239,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-4-2x16-mm_6.jpg","path":"S3:563:DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-4-2x16-mm_6.jpg","height":572,"cleanImageName":"DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-4-2x16-mm_6.jpg"},{"width":1227,"position":6,"names":[],"height":1302,"path":"S3:563:DIN7504M-A2-GL-20-o-l-Z.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/DIN7504M-A2-GL-20-o-l-Z.jpg","cleanImageName":"DIN7504M-A2-GL-20-o-l-Z.jpg"},{"names":[],"path":"S3:563:DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-4-2x16-mm_9.jpg","width":1400,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-4-2x16-mm_9.jpg","position":10,"height":1300,"cleanImageName":"DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-4-2x16-mm_9.jpg"},{"width":1500,"position":11,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","names":[],"height":828,"path":"S3:563:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"position":13,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","height":994,"path":"S3:563:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","width":1500,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/563\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"path":"S3:563:Logo-Goebel-1200-1200.jpg","height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":563,"itemType":"default","manufacturerId":3,"storeSpecial":{"id":1,"names":[]},"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 AISI 304\/02 Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M - 7771042160","name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M - 7771042160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-a2-w-nr-1-4301-03-aisi-304-02-revetement-argente-goebel-gl-din7504-m","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":563,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-07-16T14:15:34+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":1647,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":163,"formatted":"163,00\u00a0DKK"},"unitPrice":{"value":1216.13226482,"formatted":"1\u202f216,13\u00a0DKK"},"basePrice":"1,22\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":1.21613226482,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":163,"priceNet":135.83333333333,"basePrice":1216.13226482,"basePriceNet":1013.4435540167,"unitPrice":1216.13226482,"unitPriceNet":1013.4435540167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2022-01-28 19:00:08","type":"default","pricePosition":0}},"rrp":{"price":{"value":414.36,"formatted":"414,36\u00a0DKK"},"unitPrice":{"value":3091.5126702504,"formatted":"3\u202f091,51\u00a0DKK"},"basePrice":"3,09\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":3.0915126702504,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":414.36,"priceNet":345.3,"basePrice":3091.5126702504,"basePriceNet":2576.260558542,"unitPrice":3091.5126702504,"unitPriceNet":2576.260558542,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":163,"formatted":"163,00\u00a0DKK"},"unitPrice":{"value":1216.13226482,"formatted":"1\u202f216,13\u00a0DKK"},"basePrice":"1,22\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":1.21613226482,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":163,"priceNet":135.83333333333,"basePrice":1216.13226482,"basePriceNet":1013.4435540167,"unitPrice":1216.13226482,"unitPriceNet":1013.4435540167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2022-01-28 19:00:08","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301/03 AISI 304/02) Revêtement argenté GOEBEL GL - DIN7504 M -
{"images":{"all":[{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/8.jpg","width":1200,"path":"S3:564:8.jpg","height":1200,"position":0,"cleanImageName":"8.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-7991142160.jpg","width":1200,"path":"S3:564:bohrschraube-4-2-16-0mm-edelstahl-a2-7991142160.jpg","height":1200,"position":1,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-7991142160.jpg"},{"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-7991142160_1.jpg","path":"S3:564:bohrschraube-4-2-16-0mm-edelstahl-a2-7991142160_1.jpg","height":1200,"position":2,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-7991142160_1.jpg"},{"path":"S3:564:bohrschrauben-werkstoff-passend2.JPG","names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/bohrschrauben-werkstoff-passend2.JPG","position":4,"width":1356,"height":560,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"position":5,"width":1239,"height":572,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-R12-4-2x16-mm_6.jpg","path":"S3:564:DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-R12-4-2x16-mm_6.jpg","cleanImageName":"DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-R12-4-2x16-mm_6.jpg"},{"names":[],"width":1227,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/DIN7504M-A2-GL-20-e-o-l-Z.jpg","height":1302,"path":"S3:564:DIN7504M-A2-GL-20-e-o-l-Z.jpg","position":6,"cleanImageName":"DIN7504M-A2-GL-20-e-o-l-Z.jpg"},{"width":1400,"position":10,"names":[],"height":1300,"path":"S3:564:DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-R12-4-2x16-mm_9.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-R12-4-2x16-mm_9.jpg","cleanImageName":"DIN-7504-M-Linsenkopf-Bohrschrauben-A2-GL-R12-4-2x16-mm_9.jpg"},{"names":[],"position":11,"height":828,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","path":"S3:564:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","width":1500,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","path":"S3:564:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","position":13,"height":994,"width":1500,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/564\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:564:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":{"id":1,"names":[]},"manufacturerId":3,"itemType":"default","id":564,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 AISI 304\/02 Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 M - 7991142160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-a2-w-nr-1-4301-03-aisi-304-02-revetement-argente-goebel-gl-epdm-disque-din7504-m","lang":"fr","name2":"GOEBEL® - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 M - 7991142160","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 M"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":564,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-01-19T07:00:34+01:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":1648,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":500},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":98.5,"formatted":"98,50\u00a0DKK"},"unitPrice":{"value":734.90201279,"formatted":"734,90\u00a0DKK"},"basePrice":"1,47\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":1.46980402558,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":98.5,"priceNet":82.083333333333,"basePrice":734.90201279,"basePriceNet":612.41834399167,"unitPrice":734.90201279,"unitPriceNet":612.41834399167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2022-01-28 19:00:08","type":"default","pricePosition":0}},"rrp":{"price":{"value":232.2,"formatted":"232,20\u00a0DKK"},"unitPrice":{"value":1732.428907308,"formatted":"1\u202f732,43\u00a0DKK"},"basePrice":"3,46\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":3.464857814616,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":2,"price":232.2,"priceNet":193.5,"basePrice":1732.428907308,"basePriceNet":1443.69075609,"unitPrice":1732.428907308,"unitPriceNet":1443.69075609,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-11-12 10:05:13","type":"rrp","pricePosition":10}},"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":98.5,"formatted":"98,50\u00a0DKK"},"unitPrice":{"value":734.90201279,"formatted":"734,90\u00a0DKK"},"basePrice":"1,47\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":1.46980402558,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":98.5,"priceNet":82.083333333333,"basePrice":734.90201279,"basePriceNet":612.41834399167,"unitPrice":734.90201279,"unitPriceNet":612.41834399167,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2022-01-28 19:00:08","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301/03 AISI 304/02) Revêtement argenté GOEBEL GL - EPDM Disque DIN7504 M -
{"images":{"all":[{"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/16.jpg","names":[],"position":0,"path":"S3:583:16.jpg","height":1200,"cleanImageName":"16.jpg"},{"names":[],"height":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-6991042160.jpg","width":1200,"path":"S3:583:bohrschraube-4-2-16-0mm-edelstahl-a2-6991042160.jpg","cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-6991042160.jpg"},{"names":[],"height":1200,"position":2,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-6991042160_1.jpg","width":1200,"path":"S3:583:bohrschraube-4-2-16-0mm-edelstahl-a2-6991042160_1.jpg","cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-6991042160_1.jpg"},{"names":[],"height":560,"position":4,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/bohrschrauben-werkstoff-passend2.JPG","width":1356,"path":"S3:583:bohrschrauben-werkstoff-passend2.JPG","cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"position":5,"path":"S3:583:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","height":577,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","names":[],"width":1236,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/DIN7504SQ-A2-GL-24-e-o-l-Z.jpg","path":"S3:583:DIN7504SQ-A2-GL-24-e-o-l-Z.jpg","position":6,"height":1302,"width":1227,"cleanImageName":"DIN7504SQ-A2-GL-24-e-o-l-Z.jpg"},{"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","names":[],"position":10,"height":1300,"path":"S3:583:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","width":1400,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg"},{"names":[],"position":11,"height":828,"width":1500,"path":"S3:583:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"path":"S3:583:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","width":1500,"position":13,"height":994,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"position":19,"height":1200,"width":1200,"path":"S3:583:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/583\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","id":583,"manufacturerId":3,"storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 SQ - 6991042160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-a2-w-nr-1-4301-03-aisi-304-02-revetement-argente-goebel-gl-epdm-disque-din7504-sq","lang":"fr","name3":"GOEBEL - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 AISI 304\/02 Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 SQ","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":583,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-09-10T12:15:30+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":1667,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":500},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":164.85,"formatted":"164,85\u00a0DKK"},"unitPrice":{"value":1229.934992979,"formatted":"1\u202f229,93\u00a0DKK"},"basePrice":"2,46\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":2.459869985958,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":164.85,"priceNet":137.375,"basePrice":1229.934992979,"basePriceNet":1024.9458274825,"unitPrice":1229.934992979,"unitPriceNet":1024.9458274825,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:12","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":164.85,"formatted":"164,85\u00a0DKK"},"unitPrice":{"value":1229.934992979,"formatted":"1\u202f229,93\u00a0DKK"},"basePrice":"2,46\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":2.459869985958,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":164.85,"priceNet":137.375,"basePrice":1229.934992979,"basePriceNet":1024.9458274825,"unitPrice":1229.934992979,"unitPriceNet":1024.9458274825,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:12","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301/03 AISI 304/02) Revêtement argenté GOEBEL GL - EPDM Disque DIN7504 SQ -
{"images":{"all":[{"path":"S3:582:15.jpg","names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/15.jpg","position":0,"width":1200,"height":1200,"cleanImageName":"15.jpg"},{"names":[],"height":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-6990242160.jpg","width":1200,"path":"S3:582:bohrschraube-4-2-16-0mm-edelstahl-a2-6990242160.jpg","cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-6990242160.jpg"},{"path":"S3:582:bohrschraube-4-2-16-0mm-edelstahl-a2-6990242160_1.jpg","names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/bohrschraube-4-2-16-0mm-edelstahl-a2-6990242160_1.jpg","position":2,"width":1200,"height":1200,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-a2-6990242160_1.jpg"},{"position":4,"height":560,"names":[],"width":1356,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/bohrschrauben-werkstoff-passend2.JPG","path":"S3:582:bohrschrauben-werkstoff-passend2.JPG","cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"height":577,"path":"S3:582:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-PA-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-PA-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","position":5,"width":1236,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-PA-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg"},{"names":[],"width":1227,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/DIN7504SQ-A2-GL-24-p-o-l-Z.jpg","position":6,"path":"S3:582:DIN7504SQ-A2-GL-24-p-o-l-Z.jpg","height":1302,"cleanImageName":"DIN7504SQ-A2-GL-24-p-o-l-Z.jpg"},{"names":[],"path":"S3:582:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-PA-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-PA-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","position":10,"height":1300,"width":1400,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--A2-GL-PA-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","position":11,"width":1500,"height":828,"path":"S3:582:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","position":13,"path":"S3:582:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","height":994,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/582\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:582:Logo-Goebel-1200-1200.jpg","height":1200,"position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","id":582,"manufacturerId":3,"storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) Rev\u00eatement argent\u00e9 GOEBEL GL - PA (Polyamide) Disque DIN7504 SQ - 6990242160","lang":"fr","name3":"GOEBEL - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 AISI 304\/02 Rev\u00eatement argent\u00e9 GOEBEL GL - PA Polyamide Disque DIN7504 SQ - 6990242160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-a2-w-nr-1-4301-03-aisi-304-02-revetement-argente-goebel-gl-pa-polyamide-disque-din7504-sq","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301\/03 AISI 304\/02) Rev\u00eatement argent\u00e9 GOEBEL GL - PA (Polyamide) Disque DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":582,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:33+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1666,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":500},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":160.6,"formatted":"160,60\u00a0DKK"},"unitPrice":{"value":1198.226022884,"formatted":"1\u202f198,23\u00a0DKK"},"basePrice":"2,40\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":2.396452045768,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":160.6,"priceNet":133.83333333333,"basePrice":1198.226022884,"basePriceNet":998.52168573667,"unitPrice":1198.226022884,"unitPriceNet":998.52168573667,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:12","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":160.6,"formatted":"160,60\u00a0DKK"},"unitPrice":{"value":1198.226022884,"formatted":"1\u202f198,23\u00a0DKK"},"basePrice":"2,40\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":2.396452045768,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":160.6,"priceNet":133.83333333333,"basePrice":1198.226022884,"basePriceNet":998.52168573667,"unitPrice":1198.226022884,"unitPriceNet":998.52168573667,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:12","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable A2 (W.-Nr. 1.4301/03 AISI 304/02) Revêtement argenté GOEBEL GL - PA (Polyamide) Disque DIN7504 SQ -
{"images":{"all":[{"path":"S3:567:5.jpg","names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/5.jpg","position":0,"width":1200,"height":1200,"cleanImageName":"5.jpg"},{"position":1,"path":"S3:567:bohrschraube-4-2-16-0mm-edelstahl-c1-4163142160.jpg","height":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/bohrschraube-4-2-16-0mm-edelstahl-c1-4163142160.jpg","names":[],"width":1200,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-c1-4163142160.jpg"},{"position":2,"names":[],"height":1067,"path":"S3:567:bohrschraube-4-2-16-0mm-edelstahl-c1-4163142160_1.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/bohrschraube-4-2-16-0mm-edelstahl-c1-4163142160_1.jpg","width":1067,"cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-c1-4163142160_1.jpg"},{"names":[],"position":4,"width":1356,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/bohrschrauben-werkstoff-passend2.JPG","path":"S3:567:bohrschrauben-werkstoff-passend2.JPG","height":560,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"names":[],"height":609,"path":"S3:567:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","position":5,"width":1236,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg"},{"names":[],"width":1227,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/DIN7504SQ-C1-GL-26-o-l-Z.jpg","path":"S3:567:DIN7504SQ-C1-GL-26-o-l-Z.jpg","position":6,"height":1302,"cleanImageName":"DIN7504SQ-C1-GL-26-o-l-Z.jpg"},{"names":[],"path":"S3:567:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","width":1400,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","position":10,"height":1300,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg"},{"width":1500,"position":11,"names":[],"height":828,"path":"S3:567:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"width":1500,"position":13,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","names":[],"height":994,"path":"S3:567:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/567\/middle\/Logo-Goebel-1200-1200.jpg","height":1200,"width":1200,"position":19,"path":"S3:567:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","manufacturerId":3,"id":567,"storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable C1 (AISI 410) Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 SQ - 4163142160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-c1-aisi-410-revetement-argente-goebel-gl-din7504-sq","lang":"fr","name3":"GOEBEL - 1000 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable C1 AISI 410 Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 SQ - 4163142160","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable C1 (AISI 410) Rev\u00eatement argent\u00e9 GOEBEL GL - DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":567,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-11-18T16:30:19+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1651,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":1000},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":74.3,"formatted":"74,30\u00a0DKK"},"unitPrice":{"value":554.347406602,"formatted":"554,35\u00a0DKK"},"basePrice":"0,55\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.554347406602,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":74.3,"priceNet":61.916666666667,"basePrice":554.347406602,"basePriceNet":461.95617216833,"unitPrice":554.347406602,"unitPriceNet":461.95617216833,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:08","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":74.3,"formatted":"74,30\u00a0DKK"},"unitPrice":{"value":554.347406602,"formatted":"554,35\u00a0DKK"},"basePrice":"0,55\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.554347406602,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":74.3,"priceNet":61.916666666667,"basePrice":554.347406602,"basePriceNet":461.95617216833,"unitPrice":554.347406602,"unitPriceNet":461.95617216833,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:08","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable C1 (AISI 410) Revêtement argenté GOEBEL GL - DIN7504 SQ -
{"images":{"all":[{"names":[],"position":0,"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/14.jpg","path":"S3:565:14.jpg","height":1200,"cleanImageName":"14.jpg"},{"position":1,"height":1200,"names":[],"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/bohrschraube-4-2-16-0mm-edelstahl-c1-4162442160.jpg","path":"S3:565:bohrschraube-4-2-16-0mm-edelstahl-c1-4162442160.jpg","cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-c1-4162442160.jpg"},{"names":[],"width":1067,"position":2,"height":1067,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/bohrschraube-4-2-16-0mm-edelstahl-c1-4162442160_1.jpg","path":"S3:565:bohrschraube-4-2-16-0mm-edelstahl-c1-4162442160_1.jpg","cleanImageName":"bohrschraube-4-2-16-0mm-edelstahl-c1-4162442160_1.jpg"},{"names":[],"height":560,"path":"S3:565:bohrschrauben-werkstoff-passend2.JPG","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/bohrschrauben-werkstoff-passend2.JPG","position":4,"width":1356,"cleanImageName":"bohrschrauben-werkstoff-passend2.JPG"},{"position":5,"names":[],"height":609,"path":"S3:565:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg","width":1236,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_6.jpg"},{"names":[],"width":1227,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/DIN7504SQ-C1-GL-26-e-o-l-Z.jpg","position":6,"path":"S3:565:DIN7504SQ-C1-GL-26-e-o-l-Z.jpg","height":1302,"cleanImageName":"DIN7504SQ-C1-GL-26-e-o-l-Z.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","path":"S3:565:DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg","height":1300,"width":1400,"position":10,"cleanImageName":"DIN-7504-SQ-Linsenkopf-Bohrschrauben--SQ--C1-GL-R12-4-2x16-mm-inkl--SQ-Bit-50mm_9.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","path":"S3:565:bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg","height":828,"width":1500,"position":11,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-1-o-l.jpg"},{"names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","position":13,"path":"S3:565:bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg","height":994,"cleanImageName":"bohrschrauben-linsenkopf-werkstoff-2-o-l.jpg"},{"width":1200,"urlMiddle":"https:\/\/cdn02.plentymarkets.com\/0zef0kd5dbv8\/item\/images\/565\/middle\/Logo-Goebel-1200-1200.jpg","names":[],"position":19,"path":"S3:565:Logo-Goebel-1200-1200.jpg","height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","id":565,"manufacturerId":3,"storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable C1 (AISI 410) Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 SQ - 4162442160","urlPath":"vis-autoforeuse-tete-cylindrique-bombee-4-2-x-16-mm-acier-inoxydable-c1-aisi-410-revetement-argente-goebel-gl-epdm-disque-din7504-sq","lang":"fr","name3":"GOEBEL - 500 x Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable C1 AISI 410 Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 SQ - 4162442160","name1":"Vis Autoforeuse-T\u00eate Cylindrique Bomb\u00e9e (\u00d8 x L) 4,2 x 16 mm Acier inoxydable C1 (AISI 410) Rev\u00eatement argent\u00e9 GOEBEL GL - EPDM Disque DIN7504 SQ"},"defaultCategories":[{"linklist":true,"sitemap":true,"level":1,"right":"all","updatedAt":"2023-10-30T11:42:11+01:00","parentCategoryId":null,"type":"item","id":23,"manually":true,"plentyId":47840}],"variation":{"itemId":565,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:08:30+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":1649,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":500},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":60.8,"formatted":"60,80\u00a0DKK"},"unitPrice":{"value":453.624795712,"formatted":"453,62\u00a0DKK"},"basePrice":"0,91\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.907249591424,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":60.8,"priceNet":50.666666666667,"basePrice":453.624795712,"basePriceNet":378.02066309333,"unitPrice":453.624795712,"unitPriceNet":378.02066309333,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 14:00:36","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":60.8,"formatted":"60,80\u00a0DKK"},"unitPrice":{"value":453.624795712,"formatted":"453,62\u00a0DKK"},"basePrice":"0,91\u00a0DKK \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.907249591424,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"DKK","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":20},"isNet":false,"data":{"salesPriceId":1,"price":60.8,"priceNet":50.666666666667,"basePrice":453.624795712,"basePriceNet":378.02066309333,"unitPrice":453.624795712,"unitPriceNet":378.02066309333,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":20,"currency":"DKK","interval":"none","conversionFactor":7.46093414,"minimumOrderQuantity":"1.00","updatedAt":"2021-10-26 14:00:36","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Vis Autoforeuse-Tête Cylindrique Bombée (Ø x L) 4,2 x 16 mm Acier inoxydable C1 (AISI 410) Revêtement argenté GOEBEL GL - EPDM Disque DIN7504 SQ
TECHNIQUE
QUELLE VIS SUR QUELLE TÔLE ?
TOLE SUR TÔLE – MÊME MATÉRIAU
Tôles non pré-percées => VIS AUTOFOREUSES
 |
 |
 |
 |
 |
|
| A l‘intérieur |  |
 |
 |
|
|
 |
|||||
| A l‘extérieur | |
|
|
|
|
Alternative pour les tôles pré-percées => VIS À TÔLE
 |
 |
 |
 |
 |
|
| A l‘intérieur |  |
 |
 |
 |
 |
 |
|||||
| A l‘extérieur | |
|
|
|
|
que vous trouverez dans notre catalogue „VIS À TÔLE“.
TECHNIQUE
POINTE FOREUSE / LONGUEUR DE FILETAGE UTILE
Pointe foreuse


= max. 6,0mm
capacité de perçage
La pointe foreuse de la vis doit avoir percé complètement les tôles avant que le premier pas du filetage ne les atteigne. Pour déterminer la vis appropriée nous vous remercions de consulter le point « capacité de perçage » dans notre catalogue. Nous vous conseillons d’utiliser des vis avec rondelles d’étanchéité.
Longueur du filetage utile (Lg) à n’utiliser que pour les vis autoforeuses d’après la norme DIN/ISO. Pour chaque dimension, merci de tenir compte des indications (Lg) que vous trouverez dans notre catalogue.
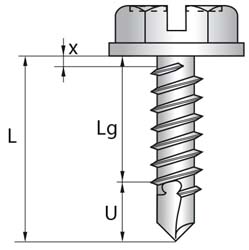 |

P = 2,0mm |

P = 3,0mm |
||||||||||
|
x = max. 1,4mm Ø 4,2 |
x = max. 1,6mm Ø 4,8 |
x = max. 1,8mm Ø 5,5 |
x = max. 1,8mm Ø 6,3 |
Ø 4,2 | Ø 4,8 | Ø 5,5 | Ø 6,3 | Ø 4,2 | Ø 4,8 | Ø 5,5 | Ø 6,3 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | lg (min) (mm) | |
| 13 | 4,3 | 3,7 | 3,3 | 2,7 | 2,8 | 2,2 | ||||||
| 16 | 7,3 | 5,8 | 6,3 | 4,7 | 5,8 | 4,3 | ||||||
| 19 | 10,3 | 8,7 | 8,0 | 7,0 | 8,3 | 7,7 | 7,0 | 6,0 | 8,8 | 7,2 | 6,5 | 5,5 |
| 22 | 13,3 | 11,7 | 12,3 | 10,7 | 11,8 | 10,2 | ||||||
| 25 | 16,3 | 14,7 | 14,0 | 13,0 | 15,3 | 13,7 | 13,0 | 12,0 | 14,8 | 13,2 | 12,5 | 11,5 |
| 32 | 23,0 | 21,5 | 21,0 | 20,0 | 22,0 | 20,5 | 20,0 | 19,0 | 21,5 | 20,0 | 19,5 | 18,5 |
| 38 | 29,0 | 27,5 | 27,0 | 26,0 | 28,0 | 26,5 | 26,0 | 25,0 | 27,5 | 26,0 | 25,5 | 24,5 |
| 45 | 34,5 | 34,0 | 33,0 | 33,5 | 33,0 | 32,0 | 33,0 | 32,5 | 31,5 | |||
| 50 | 39,5 | 39,0 | 38,0 | 38,5 | 38,0 | 37,0 | 38,0 | 37,5 | 36,5 | |||
LA VIS AUTOFOREUSE BI-MÉTAL |
||||||||||||
| 16 | 7,0 | 7,0 | 6,0 | 6,0 | 5,5 | 5,5 | ||||||
| 19 | 8,5 | 7,0 | 7,5 | 6,0 | 7,0 | 5,5 | ||||||
| 25 | 14,5 | 13,0 | 13,5 | 12,0 | 13,0 | 11,5 | ||||||
|
Nous vous conseillons d’utiliser des vis avec rondelles d’étanchéité. x max. = distance entre la partie sous tête et le dernier tour de filetage complet. Lg = distance entre la partie sous tête/rondelle d’étanchéité et le dernier tour de filetage complet. U = longueur de la pointe foreuse et du pas de vis incomplet. |
||||||||||||
FORMES DU FILETAGE
Vis autoforeuses avec filetage vis à tôle d’après ISO 1478. Vis autoforeuse pour métaux.

Pointe foreuse avec filetage de forme (B) C
La vis autoforeuse avec filetage vis à tôle – forme C- est utilisée de façon générale pour les fixations des tôles. La vis perce (1), forme (2) le pas de vis et visse (3) en une étape.
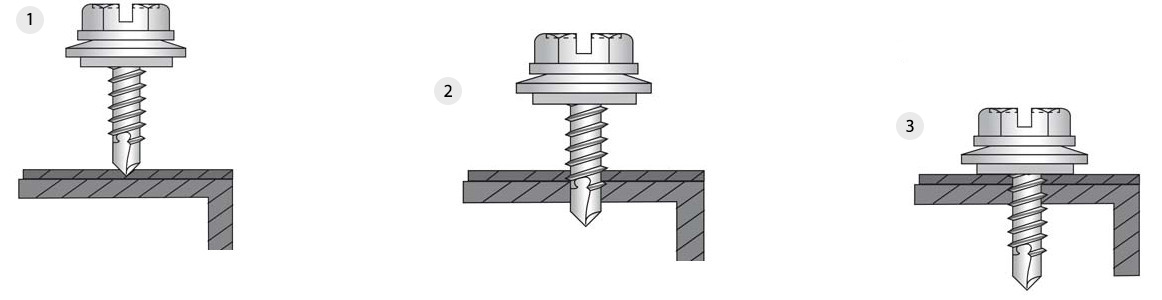
Merci de vérifier le nombre de tours minute (Tr/mn) optimal de votre perceuse / visseuse à accu. Voir tableau de données dans le catalogue.

Tapits
Le filetage des tapits avec une pointe en « aiguille » est utilisé pour fixer les tôles fines qui n’auront pas besoin d’être pré-percées. La pointe en « aiguille » permet une pose aisée grâce au double pas.
LA VIS AUTOFOREUSE BI-MÉTAL
UN PRODUIT GOEBEL
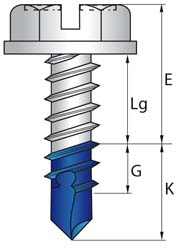
E = Inox A2 (1.4301)
Lg = Longueur de filetage utile en Inox A2 (1.43.01)
K = acier renforcé au carbone
G = partie du filetage en acier renforcé au carbone
La partie foret renforcé au carbone (K) perce la tôle en inox. Les trois premiers pas de vis renforcés au carbone (G) forment le pas de vis dans les tôles inox. La vis autoforeuse bi-métal doit être vissée dans les tôles inox jusqu’à ce que seule la partie Lg de la vis reste en contact direct avec les tôles inox. Merci de consulter à ce sujet les indications sur les longueurs de filetage utile (Lg) dans les pages produits.
La vis autoforeuse (1) perce, forme le pas de vis (2) et se visse (3) en une étape.
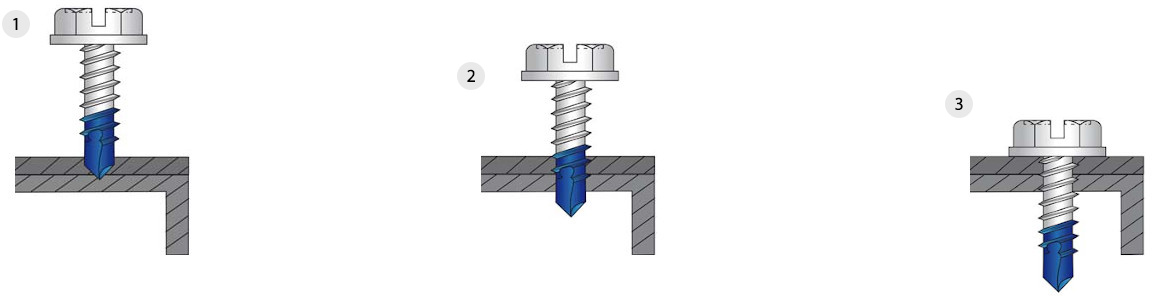
Merci de vérifier le nombre de tours minute (Tr/mn) optimal de votre perceuse/visseuse à accu. Voir tableau de données dans le catalogue.
FORMES MOTRICES
La forme motrice d’une vis répond à plusieurs critères. Le choix de la forme motrice pourra être effectué pour raison d’optique mais le critère déterminant sera la qualité mécanique de celle-ci.
TÊTE HEXAGONALE, EMBASE CYLINDRIQUE (AVEC ET SANS FENTE)
La forme hexagonale avec embase cylindrique permet, grâce à la douille monobloc, une transmission d’énergie optimale (couple de rotation transmis très élevé). De plus la fente facilite les travaux futurs comme le démontage.

TÊTE CYLINDRIQUE AVEC EMPREINTE CRUCIFORME (H-PHILLIPS)
L’empreinte située en creux (forme conique = auto blocage vis/embout) permet une bonne transmission du couple de rotation, inférieure cependant à celle d’une tête hexagonale. Si la vis est forcée lors du vissage, l’empreinte peut être endommagée ou détruite.
TÊTE CYLINDRIQUE AVEC EMPREINTE CARRÉE ET FENTE
L’empreinte située en creux (forme conique = auto blocage vis/embout) permet une bonne transmission du couple de rotation, inférieure cependant à celle d’une tête hexagonale. De plus la fente facilite les travaux futurs comme le démontage. Si la vis est forcée lors du vissage, l’empreinte peut être endommagée ou détruite.
DONNÉES TECHNIQUES
DES TESTS SELON VOTRE APPLICATION INDIVIDUELLE SUR UN NUMÉRO DE LOT SPÉCIFIQUE PEUVENT ÊTRE PROPOSÉS COMME SUITE
RÉSISTANCE À LA TRACTION
La résistance à la traction désigne la résistance de la vis soumise à une traction axiale.
Les données citées sont les valeurs de défaillance de la vis.

RÉSISTANCE AU CISAILLEMEN
La résistance au cisaillement désigne la résistance de la vis soumise à une traction tangentielle.
Les données citées sont les valeurs de défaillance de la vis.

RÉSISTANCE À LA TORSION
La sécurité anti-torsion, elle désigne la résistance de la vis à la déformation par vissage excessif.
Les données citées sont les valeurs de défaillance de la vis.

RÉSISTANCE À L’ARRACHEMENT
La résistance à l’arrachement désigne la résistance de la vis lors de l’arrachement de la tôle sur laquelle elle a été vissée.
Les données citées sont les valeurs de défaillance de la vis.
RÉSISTANCE À L’ARRACHEMENT (ARRACHEMENT VIS ET TÔLE)
La résistance à l’arrachement (arrachement vis et tôle) désigne le processus par lequel le métal de la tôle se trouve arraché au niveau de la tête de la vis.
TRAITEMENTS DE SURFACE

REVÊTEMENT GOEBEL GL ARGENT
Le traitement de surface argent Goebel GL offre une protection avec des qualités multifonctionnelles permettant une très bonne protection contre la corrosion et une réduction de la résistance au vissage. Vous pouvez commander ce revêtement dans les coloris suivants: argent, noir, vert, rouge.
Propriétés: Le traitement de surface argent Goebel GL n’a pas de résistance aux rayons UV. Par contre il a une bonne résistance aux produits chimiques. Le traitement de surface argent Goebel GL peut réagir à certaines solutions alcalines et aux acides dans un milieu très agressif sur les lieux de certaines productions comme par exemple production de vinaigre. Il peut également réagir à divers produits de lavages et de désinfection. De ce fait le traitement de surface argent GOEBEL GL doit être testé avant le début des travaux dans l’environnement concerné et avant l’utilisation d’un produit de lavage ou de désinfection.
* Remarque: Le traitement de surface argent Goebel GL n’a pas de résistance aux rayons UV. Par contre il a une bonne résistance aux produits chimiques. Le traitement de surface argent Goebel GL peut réagir à certaines solutions alcalines et aux acides dans un milieu très agressif sur les lieux de certaines productions comme par exemple production de vinaigre. Il peut également réagir à divers produits de lavage et de désinfection. De ce fait le traitement de surface argent GOEBEL GL doit être testé avant le début des travaux dans l’environnement concerné et avant l’utilisation d’un produit de lavage ou de désinfection.

ZINGAGE (SANS CHROME VI)
Lors du zingage, l’acier est recouvert d’une fine couche de zinc pour lui donner une protection anticorrosion (standard: 4-6 μ pour les éléments de fixation). Directement après le zingage, le revêtement de zinc est brillant clair, par la suite il prend une teinte métallique cristalline. Après un certain temps il devient gris foncé après la corrosion du zinc qui forme au contact de l’air une couche de protection aux intempéries d’oxyde de zinc et de carbonate de zinc. Si le contact de l’air et par là du dioxyde de carbone est limité, il apparaît une rouille blanche indésirable.
Contrairement aux autres métaux plus nobles comme l’acier, le zinc joue le rôle d’anode victime qui protège l’acier de la corrosion jusqu’à ce qu’il soit lui-même complètement corrodé. Grâce aux propriétés de ces deux matériaux, une épaisseur de revêtement de zinc appropriée peut offrir une protection économique contre la corrosion pour plusieurs décennies sans entretien. L’épaisseur de la couche de zinc étant limitée pour les éléments de fixation, nous vous conseillons d’utiliser le revêtement Goebel GL argenté.

LE REVÊTEMENT PAR POUDRE
Le revêtement par poudre ou laquage par poudre est un procédé de revêtement de surface par lequel un matériau conducteur d’électricité sera recouvert d’une laque en poudre. Le revêtement par poudre est utilisé essentiellement pour poser une vis avec rondelle d’étanchéité dans le même ton RAL que les autres éléments de construction. La résistance à la corrosion de la pièce avec revêtement par poudre est plus élevée.

LAQUAGE
Le laquage est un procédé de revêtement de surface par lequel une laque liquide est appliquée sur l’élément de fixation. Le laquage est utilisé essentiellement pour poser une vis avec rondelle d’étanchéité dans le même ton RAL que les autres éléments de construction. La résistance à la corrosion de la pièce avec revêtement par poudre est plus élevée.
RONDELLES D‘ÉTANCHÉITÉ

RONDELLES D’ÉTANCHÉITÉ EN EPDM (EPDM = ÉTHYLÈNE – PROPYLÈNE - DIÈNE - CAOUTCHOUC) CES RONDELLES IMPERDABLES SONT POSÉES MÉCANIQUEMENT SUR LES VIS
Ces éléments de fixations ont fait leurs preuves: ils permettent un vissage sûr et étanche et améliorent durablement la résistance dynamique de la fixation.
Diamètre standard : 12, 14, 16, 19 mm
Livrables également sur demande dans d’autres diamètres: 9 – 70 mm
Matériau : Inox (R), acier zingué (S), Aluminium (A), également livrables dans d’autres matériaux.
Les rondelles EPDM ont une bonne résistance aux agents climatiques (résistance aux UV et à l’ozone ainsi qu’une bonne résistance thermique), au temps (résistance aux intempéries et à l’humidité), à la température (résistance de –30° jusqu’à +130° C). Elles montrent également une grande résistance aux eaux chaudes, à la vapeur, aux produits de lavage et de nettoyage. Résistance aux acides dilués: par exemple aux liquides de frein qui ne sont pas à base d’huile minérale. Non résistantes aux huiles minérales.

RONDELLES D’ÉTANCHÉITÉ EN POLYAMIDE (PA 6.6)
CES RONDELLES IMPERDABLES SONT POSÉES MÉCANIQUEMENT SUR LES VIS
Les rondelles (PA 6.6) possèdent les caractéristiques suivantes : Propriétés physiques : sans halogène, difficilement inflammables et auto-ignifuges.
Couleur : blanc
Dimensions : 2 mm x 10 mm (épaisseur x diamètre extérieur)
Les essais en laboratoire et ceux de nos clients ont montré que seules les rondelles d’épaisseur 2 mm et de diamètre extérieur 10 mm assurent une bonne étanchéité.
Température lors du montage: -10° jusqu’à +85° C
Température d’utilisation: -40° jusqu’à +85° C
Résistance aux rayons UV : bonne (environ 12 ans /Europe Centrale)
Propriétés chimiques :
Excellente résistance :
- A l’Alcalis
- Aux huiles
- Aux graisses
- Aux produits pétroliers
- Aux solvants
Résistance limitée :
- A tous les acides
Aucune résistance au
- phénol
Les deux sortes de rondelles ont une fonction d’étanchéité: Les rondelles EPDM ont une plus grande surface/diamètre. La rondelle PA est exposée directement aux aléas du climat (rayons UV par exemple). Les rondelles en acier et inox qui couvrent la partie en EPDM protègent celle-ci et évitent le contact direct avec les éléments climatiques. Elles assurent une meilleure étanchéité que les rondelles PA, le métal étant plus solide et l’EPDM plus flexible.
Remarque: les rondelles polyamide PA peuvent craquer lorsqu’une forte pression est exercée. Un léger dépassement de la tôle peut entraîner une détérioration/une fente dans la rondelle polyamide. Lafonction d’étanchéité n’est alors plus assurée.