Écrou à sertir
-
{"images":{"all":[{"names":[],"position":1,"path":"S3:1003:blindnietmutter-6-9-12-0mm-m5-stahl-7550500000.jpg","height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/blindnietmutter-6-9-12-0mm-m5-stahl-7550500000.jpg","cleanImageName":"blindnietmutter-6-9-12-0mm-m5-stahl-7550500000.jpg"},{"names":[],"path":"S3:1003:GO-NUT-M5-ST-19-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/GO-NUT-M5-ST-19-o-l-T.jpg","position":4,"height":849,"width":1500,"cleanImageName":"GO-NUT-M5-ST-19-o-l-T.jpg"},{"height":958,"width":1500,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/GO-NUT-ST-19-20-o-l-Z.jpg","path":"S3:1003:GO-NUT-ST-19-20-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-ST-19-20-o-l-Z.jpg"},{"path":"S3:1003:GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","names":[],"width":654,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"height":1313,"path":"S3:1003:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1003:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1003:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1003\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1003,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500000","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500000","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-plate-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550500000","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500000"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1003,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-07-10T11:45:28+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2085,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":22.45,"formatted":"22,45\u00a0\u20ac"},"unitPrice":{"value":22.45,"formatted":"22,45\u00a0\u20ac"},"basePrice":"0,09\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0898,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":22.45,"priceNet":18.865546218487,"basePrice":22.45,"basePriceNet":18.865546218487,"unitPrice":22.45,"unitPriceNet":18.865546218487,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:43","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":22.45,"formatted":"22,45\u00a0\u20ac"},"unitPrice":{"value":22.45,"formatted":"22,45\u00a0\u20ac"},"basePrice":"0,09\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0898,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":22.45,"priceNet":18.865546218487,"basePrice":22.45,"basePriceNet":18.865546218487,"unitPrice":22.45,"unitPriceNet":18.865546218487,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:43","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 6,9 mm x 12,0 mm - Tête plate Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550500000 -
{"images":{"all":[{"names":[],"path":"S3:1010:blindnietmutter-6-9-13-0mm-m5-stahl-7550502001.jpg","width":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/blindnietmutter-6-9-13-0mm-m5-stahl-7550502001.jpg","height":1200,"cleanImageName":"blindnietmutter-6-9-13-0mm-m5-stahl-7550502001.jpg"},{"names":[],"height":799,"path":"S3:1010:GO-NUT-M5-ST-33-o-l-T.jpg","position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/GO-NUT-M5-ST-33-o-l-T.jpg","width":1500,"cleanImageName":"GO-NUT-M5-ST-33-o-l-T.jpg"},{"names":[],"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/GO-NUT-ST-33-34-o-l-Z.jpg","height":964,"path":"S3:1010:GO-NUT-ST-33-34-o-l-Z.jpg","width":1500,"cleanImageName":"GO-NUT-ST-33-34-o-l-Z.jpg"},{"height":1500,"width":654,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg","path":"S3:1010:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg"},{"names":[],"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1010:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"width":1455,"height":887,"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/wekrstoff-passend.JPG","path":"S3:1010:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1010:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1010\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1010,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 6,9 mm x 13,0 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502001","lang":"fr","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 6,9 mm x 13,0 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502001","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-affleurante-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550502001","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 6,9 mm x 13,0 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502001"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1010,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2092,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":32.5,"formatted":"32,50\u00a0\u20ac"},"unitPrice":{"value":32.5,"formatted":"32,50\u00a0\u20ac"},"basePrice":"0,13\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.13,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":32.5,"priceNet":27.310924369748,"basePrice":32.5,"basePriceNet":27.310924369748,"unitPrice":32.5,"unitPriceNet":27.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:51","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":32.5,"formatted":"32,50\u00a0\u20ac"},"unitPrice":{"value":32.5,"formatted":"32,50\u00a0\u20ac"},"basePrice":"0,13\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.13,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":32.5,"priceNet":27.310924369748,"basePrice":32.5,"basePriceNet":27.310924369748,"unitPrice":32.5,"unitPriceNet":27.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:51","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 6,9 mm x 13,0 mm - Tête affleurante Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550502001 -
{"images":{"all":[{"names":[],"path":"S3:1007:blindnietmutter-6-9-13-5mm-m5-stahl-7550501000.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/blindnietmutter-6-9-13-5mm-m5-stahl-7550501000.jpg","position":1,"height":1200,"width":1200,"cleanImageName":"blindnietmutter-6-9-13-5mm-m5-stahl-7550501000.jpg"},{"names":[],"path":"S3:1007:GO-NUT-M5-ST-26-o-l-T.jpg","position":4,"height":788,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/GO-NUT-M5-ST-26-o-l-T.jpg","cleanImageName":"GO-NUT-M5-ST-26-o-l-T.jpg"},{"names":[],"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/GO-NUT-ST-26-27-o-l-Z.jpg","height":960,"path":"S3:1007:GO-NUT-ST-26-27-o-l-Z.jpg","width":1500,"cleanImageName":"GO-NUT-ST-26-27-o-l-Z.jpg"},{"names":[],"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg","height":1500,"path":"S3:1007:GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg"},{"names":[],"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"path":"S3:1007:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"width":1455,"height":887,"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/wekrstoff-passend.JPG","path":"S3:1007:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1007\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1007:Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","storeSpecial":null,"id":1007,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 6,9 mm x 13,5 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550501000","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 6,9 mm x 13,5 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550501000","lang":"fr","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-fraisee-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550501000","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 6,9 mm x 13,5 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550501000"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1007,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-09T12:00:20+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2089,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":23.2,"formatted":"23,20\u00a0\u20ac"},"unitPrice":{"value":23.2,"formatted":"23,20\u00a0\u20ac"},"basePrice":"0,09\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0928,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":23.2,"priceNet":19.495798319328,"basePrice":23.2,"basePriceNet":19.495798319328,"unitPrice":23.2,"unitPriceNet":19.495798319328,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:48","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":23.2,"formatted":"23,20\u00a0\u20ac"},"unitPrice":{"value":23.2,"formatted":"23,20\u00a0\u20ac"},"basePrice":"0,09\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.0928,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":23.2,"priceNet":19.495798319328,"basePrice":23.2,"basePriceNet":19.495798319328,"unitPrice":23.2,"unitPriceNet":19.495798319328,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:48","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 6,9 mm x 13,5 mm - Tête fraisée Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550501000 -
{"images":{"all":[{"names":[],"height":1200,"path":"S3:1004:blindnietmutter-6-9-15-0mm-m5-stahl-7550500002.jpg","position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/blindnietmutter-6-9-15-0mm-m5-stahl-7550500002.jpg","width":1200,"cleanImageName":"blindnietmutter-6-9-15-0mm-m5-stahl-7550500002.jpg"},{"names":[],"path":"S3:1004:GO-NUT-M5-ST-19-o-l-T.jpg","width":1500,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/GO-NUT-M5-ST-19-o-l-T.jpg","height":849,"cleanImageName":"GO-NUT-M5-ST-19-o-l-T.jpg"},{"width":1500,"names":[],"position":6,"height":958,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/GO-NUT-ST-19-20-o-l-Z.jpg","path":"S3:1004:GO-NUT-ST-19-20-o-l-Z.jpg","cleanImageName":"GO-NUT-ST-19-20-o-l-Z.jpg"},{"width":654,"names":[],"height":1500,"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","path":"S3:1004:GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg"},{"width":1500,"names":[],"height":1313,"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1004:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"height":887,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/wekrstoff-passend.JPG","position":9,"path":"S3:1004:wekrstoff-passend.JPG","width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1004:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1004\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1004,"manufacturerId":3,"itemType":"default","storeSpecial":null,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500002","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500002","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-plate-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550500002","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500002"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1004,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:09:36+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2086,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":26,"formatted":"26,00\u00a0\u20ac"},"unitPrice":{"value":26,"formatted":"26,00\u00a0\u20ac"},"basePrice":"0,10\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.104,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":26,"priceNet":21.848739495798,"basePrice":26,"basePriceNet":21.848739495798,"unitPrice":26,"unitPriceNet":21.848739495798,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:45","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":26,"formatted":"26,00\u00a0\u20ac"},"unitPrice":{"value":26,"formatted":"26,00\u00a0\u20ac"},"basePrice":"0,10\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.104,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":26,"priceNet":21.848739495798,"basePrice":26,"basePriceNet":21.848739495798,"unitPrice":26,"unitPriceNet":21.848739495798,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:45","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 6,9 mm x 15,0 mm - Tête plate Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550500002 -
{"images":{"all":[{"names":[],"path":"S3:1008:blindnietmutter-6-9-16-0mm-m5-stahl-7550501001.jpg","width":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/blindnietmutter-6-9-16-0mm-m5-stahl-7550501001.jpg","height":1200,"cleanImageName":"blindnietmutter-6-9-16-0mm-m5-stahl-7550501001.jpg"},{"path":"S3:1008:GO-NUT-M5-ST-26-o-l-T.jpg","names":[],"position":4,"width":1500,"height":788,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/GO-NUT-M5-ST-26-o-l-T.jpg","cleanImageName":"GO-NUT-M5-ST-26-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/GO-NUT-ST-26-27-o-l-Z.jpg","names":[],"path":"S3:1008:GO-NUT-ST-26-27-o-l-Z.jpg","position":6,"height":960,"cleanImageName":"GO-NUT-ST-26-27-o-l-Z.jpg"},{"names":[],"path":"S3:1008:GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--4-0-6-5-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--4-0-6-5-mm_3.jpg","width":654,"position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--4-0-6-5-mm_3.jpg"},{"path":"S3:1008:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/wekrstoff-passend.JPG","width":1455,"path":"S3:1008:wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"path":"S3:1008:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1008\/middle\/Logo-Goebel-1200-1200.jpg","names":[],"width":1200,"height":1200,"position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1008,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 6,9 mm x 16,0 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550501001","lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 6,9 mm x 16,0 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550501001","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-fraisee-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550501001","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 6,9 mm x 16,0 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550501001"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1008,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-12-05T10:15:30+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2090,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":33.7,"formatted":"33,70\u00a0\u20ac"},"unitPrice":{"value":33.7,"formatted":"33,70\u00a0\u20ac"},"basePrice":"0,13\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1348,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":33.7,"priceNet":28.319327731092,"basePrice":33.7,"basePriceNet":28.319327731092,"unitPrice":33.7,"unitPriceNet":28.319327731092,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:49","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":33.7,"formatted":"33,70\u00a0\u20ac"},"unitPrice":{"value":33.7,"formatted":"33,70\u00a0\u20ac"},"basePrice":"0,13\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1348,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":33.7,"priceNet":28.319327731092,"basePrice":33.7,"basePriceNet":28.319327731092,"unitPrice":33.7,"unitPriceNet":28.319327731092,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:49","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 6,9 mm x 16,0 mm - Tête fraisée Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550501001 -
{"images":{"all":[{"names":[],"path":"S3:1005:blindnietmutter-7-0-13-5mm-m5-stahl-7550500100.jpg","width":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/blindnietmutter-7-0-13-5mm-m5-stahl-7550500100.jpg","height":1200,"cleanImageName":"blindnietmutter-7-0-13-5mm-m5-stahl-7550500100.jpg"},{"names":[],"width":1500,"path":"S3:1005:GO-NUT-M5-ST-53-o-l-T.jpg","position":4,"height":789,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/GO-NUT-M5-ST-53-o-l-T.jpg","cleanImageName":"GO-NUT-M5-ST-53-o-l-T.jpg"},{"names":[],"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/GO-NUT-ST-53-54-o-l-Z.jpg","path":"S3:1005:GO-NUT-ST-53-54-o-l-Z.jpg","height":968,"width":1500,"cleanImageName":"GO-NUT-ST-53-54-o-l-Z.jpg"},{"height":1500,"width":654,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","path":"S3:1005:GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"width":1500,"path":"S3:1005:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/wekrstoff-passend.JPG","height":887,"position":9,"path":"S3:1005:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1005\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1005:Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1005,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500100","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500100","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-plate-arbre-hexagonal-extremite-de-l-arbre-ouverte-go-nut-7550500100","lang":"fr","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500100"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1005,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2087,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":31.45,"formatted":"31,45\u00a0\u20ac"},"unitPrice":{"value":31.45,"formatted":"31,45\u00a0\u20ac"},"basePrice":"0,13\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1258,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":31.45,"priceNet":26.428571428571,"basePrice":31.45,"basePriceNet":26.428571428571,"unitPrice":31.45,"unitPriceNet":26.428571428571,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:46","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":31.45,"formatted":"31,45\u00a0\u20ac"},"unitPrice":{"value":31.45,"formatted":"31,45\u00a0\u20ac"},"basePrice":"0,13\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1258,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":31.45,"priceNet":26.428571428571,"basePrice":31.45,"basePriceNet":26.428571428571,"unitPrice":31.45,"unitPriceNet":26.428571428571,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:46","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 7,0 mm x 13,5 mm - Tête plate Arbre hexagonal - Extrémité de l'arbre ouverte - GO-NUT - 7550500100 -
{"images":{"all":[{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/blindnietmutter-7-0-13-5mm-m5-stahl-7550500200.jpg","path":"S3:1006:blindnietmutter-7-0-13-5mm-m5-stahl-7550500200.jpg","position":1,"width":1200,"height":1200,"cleanImageName":"blindnietmutter-7-0-13-5mm-m5-stahl-7550500200.jpg"},{"names":[],"path":"S3:1006:GO-NUT-M5-ST-47-o-l-T.jpg","width":1500,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/GO-NUT-M5-ST-47-o-l-T.jpg","height":722,"cleanImageName":"GO-NUT-M5-ST-47-o-l-T.jpg"},{"width":1500,"names":[],"height":963,"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/GO-NUT-ST-47-o-l-Z.jpg","path":"S3:1006:GO-NUT-ST-47-o-l-Z.jpg","cleanImageName":"GO-NUT-ST-47-o-l-Z.jpg"},{"names":[],"position":7,"width":654,"path":"S3:1006:GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"position":8,"names":[],"path":"S3:1006:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"height":887,"names":[],"path":"S3:1006:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1006:Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1006\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1006,"storeSpecial":null,"manufacturerId":3,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500200","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-plate-arbre-hexagonal-partiel-extremite-de-l-arbre-ouverte-go-nut-7550500200","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500200","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550500200"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1006,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-17T16:15:19+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2088,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":26.75,"formatted":"26,75\u00a0\u20ac"},"unitPrice":{"value":26.75,"formatted":"26,75\u00a0\u20ac"},"basePrice":"0,11\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.107,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":26.75,"priceNet":22.478991596639,"basePrice":26.75,"basePriceNet":22.478991596639,"unitPrice":26.75,"unitPriceNet":22.478991596639,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:47","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":26.75,"formatted":"26,75\u00a0\u20ac"},"unitPrice":{"value":26.75,"formatted":"26,75\u00a0\u20ac"},"basePrice":"0,11\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.107,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":26.75,"priceNet":22.478991596639,"basePrice":26.75,"basePriceNet":22.478991596639,"unitPrice":26.75,"unitPriceNet":22.478991596639,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:47","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 7,0 mm x 13,5 mm - Tête plate Arbre hexagonal partiel - Extrémité de l'arbre ouverte - GO-NUT - 7550500200 -
{"images":{"all":[{"names":[],"path":"S3:1011:blindnietmutter-7-0-14-0mm-m5-stahl-7550502101.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/blindnietmutter-7-0-14-0mm-m5-stahl-7550502101.jpg","position":1,"cleanImageName":"blindnietmutter-7-0-14-0mm-m5-stahl-7550502101.jpg"},{"path":"S3:1011:GO-NUT-M5-ST-55-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/GO-NUT-M5-ST-55-o-l-T.jpg","names":[],"width":1500,"height":791,"position":4,"cleanImageName":"GO-NUT-M5-ST-55-o-l-T.jpg"},{"names":[],"height":957,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/GO-NUT-ST-55-56-o-l-Z.jpg","width":1500,"path":"S3:1011:GO-NUT-ST-55-56-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-ST-55-56-o-l-Z.jpg"},{"names":[],"position":7,"width":654,"path":"S3:1011:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"width":1500,"names":[],"height":1313,"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1011:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1011:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1011:Logo-Goebel-1200-1200.jpg","width":1200,"position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1011\/middle\/Logo-Goebel-1200-1200.jpg","height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1011,"storeSpecial":null,"itemType":"default","manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-affleurante-arbre-hexagonal-extremite-de-l-arbre-ouverte-go-nut-7550502101","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502101","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502101","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502101"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1011,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-07-13T13:00:21+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2093,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":29.95,"formatted":"29,95\u00a0\u20ac"},"unitPrice":{"value":29.95,"formatted":"29,95\u00a0\u20ac"},"basePrice":"0,12\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1198,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":29.95,"priceNet":25.168067226891,"basePrice":29.95,"basePriceNet":25.168067226891,"unitPrice":29.95,"unitPriceNet":25.168067226891,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:52","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":29.95,"formatted":"29,95\u00a0\u20ac"},"unitPrice":{"value":29.95,"formatted":"29,95\u00a0\u20ac"},"basePrice":"0,12\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1198,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":29.95,"priceNet":25.168067226891,"basePrice":29.95,"basePriceNet":25.168067226891,"unitPrice":29.95,"unitPriceNet":25.168067226891,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:52","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 7,0 mm x 14,0 mm - Tête affleurante Arbre hexagonal - Extrémité de l'arbre ouverte - GO-NUT - 7550502101 -
{"images":{"all":[{"path":"S3:1013:blindnietmutter-7-0-14-0mm-m5-stahl-7550502200.jpg","names":[],"position":1,"width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/blindnietmutter-7-0-14-0mm-m5-stahl-7550502200.jpg","cleanImageName":"blindnietmutter-7-0-14-0mm-m5-stahl-7550502200.jpg"},{"path":"S3:1013:GO-NUT-M5-ST-50-o-l-T.jpg","names":[],"position":4,"width":1500,"height":723,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/GO-NUT-M5-ST-50-o-l-T.jpg","cleanImageName":"GO-NUT-M5-ST-50-o-l-T.jpg"},{"names":[],"position":6,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/GO-NUT-ST-50-o-l-Z.jpg","path":"S3:1013:GO-NUT-ST-50-o-l-Z.jpg","height":961,"cleanImageName":"GO-NUT-ST-50-o-l-Z.jpg"},{"names":[],"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"path":"S3:1013:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":[],"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"path":"S3:1013:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/wekrstoff-passend.JPG","width":1455,"height":887,"path":"S3:1013:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"width":1200,"height":1200,"position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1013\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1013:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1013,"storeSpecial":null,"itemType":"default","manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502200","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502200","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-affleurante-arbre-hexagonal-partiel-extremite-de-l-arbre-ouverte-go-nut-7550502200","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502200"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1013,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-01-27T16:45:16+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2095,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":26.55,"formatted":"26,55\u00a0\u20ac"},"unitPrice":{"value":26.55,"formatted":"26,55\u00a0\u20ac"},"basePrice":"0,11\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1062,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":26.55,"priceNet":22.310924369748,"basePrice":26.55,"basePriceNet":22.310924369748,"unitPrice":26.55,"unitPriceNet":22.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:54","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":26.55,"formatted":"26,55\u00a0\u20ac"},"unitPrice":{"value":26.55,"formatted":"26,55\u00a0\u20ac"},"basePrice":"0,11\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1062,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":26.55,"priceNet":22.310924369748,"basePrice":26.55,"basePriceNet":22.310924369748,"unitPrice":26.55,"unitPriceNet":22.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:54","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 7,0 mm x 14,0 mm - Tête affleurante Arbre hexagonal partiel - Extrémité de l'arbre ouverte - GO-NUT - 7550502200 -
{"images":{"all":[{"position":1,"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/blindnietmutter-7-0-16-5mm-m5-stahl-7550502102.jpg","path":"S3:1012:blindnietmutter-7-0-16-5mm-m5-stahl-7550502102.jpg","width":1200,"cleanImageName":"blindnietmutter-7-0-16-5mm-m5-stahl-7550502102.jpg"},{"names":[],"path":"S3:1012:GO-NUT-M5-ST-55-o-l-T.jpg","height":791,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/GO-NUT-M5-ST-55-o-l-T.jpg","position":4,"width":1500,"cleanImageName":"GO-NUT-M5-ST-55-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/GO-NUT-ST-55-56-o-l-Z.jpg","names":[],"path":"S3:1012:GO-NUT-ST-55-56-o-l-Z.jpg","position":6,"height":957,"cleanImageName":"GO-NUT-ST-55-56-o-l-Z.jpg"},{"names":[],"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--3-0-5-0-mm_3.jpg","width":654,"path":"S3:1012:GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--3-0-5-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ST--klSk--M5--6ks--Of--GO-NUT-Klemmbereich--3-0-5-0-mm_3.jpg"},{"names":[],"position":8,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1012:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"position":9,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/wekrstoff-passend.JPG","width":1455,"height":887,"path":"S3:1012:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1012\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"path":"S3:1012:Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1012,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 16,5 mm - T\u00eate affleurante Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502102","lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier AISI 1008 Zingu\u00e9 (\u00d8 x L) 7,0 mm x 16,5 mm - T\u00eate affleurante Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502102","urlPath":"ecrou-a-sertir-m-5-acier-aisi-1008-zingue-tete-affleurante-arbre-hexagonal-extremite-de-l-arbre-ouverte-go-nut-7550502102","name1":"\u00c9crou \u00e0 sertir M 5 - Acier [ AISI 1008 ] Zingu\u00e9 (\u00d8 x L) 7,0 mm x 16,5 mm - T\u00eate affleurante Arbre hexagonal - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550502102"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1012,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-06-13T09:00:32+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2094,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":44.65,"formatted":"44,65\u00a0\u20ac"},"unitPrice":{"value":44.65,"formatted":"44,65\u00a0\u20ac"},"basePrice":"0,18\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1786,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":44.65,"priceNet":37.521008403361,"basePrice":44.65,"basePriceNet":37.521008403361,"unitPrice":44.65,"unitPriceNet":37.521008403361,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:53","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":44.65,"formatted":"44,65\u00a0\u20ac"},"unitPrice":{"value":44.65,"formatted":"44,65\u00a0\u20ac"},"basePrice":"0,18\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1786,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":44.65,"priceNet":37.521008403361,"basePrice":44.65,"basePriceNet":37.521008403361,"unitPrice":44.65,"unitPriceNet":37.521008403361,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:53","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier [ AISI 1008 ] Zingué (Ø x L) 7,0 mm x 16,5 mm - Tête affleurante Arbre hexagonal - Extrémité de l'arbre ouverte - GO-NUT - 7550502102 -
{"images":{"all":[{"position":1,"height":1200,"names":[],"path":"S3:1018:blindnietmutter-6-9-11-5mm-m5-edelstahl-a2-7550512000.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/blindnietmutter-6-9-11-5mm-m5-edelstahl-a2-7550512000.jpg","cleanImageName":"blindnietmutter-6-9-11-5mm-m5-edelstahl-a2-7550512000.jpg"},{"position":4,"names":[],"path":"S3:1018:GO-NUT-M5-A2-35-o-l-T.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/GO-NUT-M5-A2-35-o-l-T.jpg","width":1500,"height":790,"cleanImageName":"GO-NUT-M5-A2-35-o-l-T.jpg"},{"names":[],"position":6,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/GO-NUT-A2-35-36-o-l-Z.jpg","path":"S3:1018:GO-NUT-A2-35-36-o-l-Z.jpg","height":956,"cleanImageName":"GO-NUT-A2-35-36-o-l-Z.jpg"},{"names":[],"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"path":"S3:1018:GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":[],"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"path":"S3:1018:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"height":887,"names":[],"path":"S3:1018:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"height":1200,"names":[],"path":"S3:1018:Logo-Goebel-1200-1200.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1018\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"id":1018,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","urlPath":"ecrou-a-sertir-m-5-acier-inoxydable-v2a-a2-aisi-302-tete-affleurante-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550512000","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 11,5 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512000","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 11,5 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512000","name1":"\u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 6,9 mm x 11,5 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512000"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1018,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2100,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":80.1,"formatted":"80,10\u00a0\u20ac"},"unitPrice":{"value":80.1,"formatted":"80,10\u00a0\u20ac"},"basePrice":"0,32\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3204,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":80.1,"priceNet":67.310924369748,"basePrice":80.1,"basePriceNet":67.310924369748,"unitPrice":80.1,"unitPriceNet":67.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:58","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":80.1,"formatted":"80,10\u00a0\u20ac"},"unitPrice":{"value":80.1,"formatted":"80,10\u00a0\u20ac"},"basePrice":"0,32\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3204,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":80.1,"priceNet":67.310924369748,"basePrice":80.1,"basePriceNet":67.310924369748,"unitPrice":80.1,"unitPriceNet":67.310924369748,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:58","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier inoxydable V2A / A2 [ AISI 302 ] (Ø x L) 6,9 mm x 11,5 mm - Tête affleurante Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550512000 -
{"images":{"all":[{"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/blindnietmutter-6-9-12-0mm-m5-edelstahl-a2-7550510000.jpg","width":1200,"path":"S3:1014:blindnietmutter-6-9-12-0mm-m5-edelstahl-a2-7550510000.jpg","position":1,"cleanImageName":"blindnietmutter-6-9-12-0mm-m5-edelstahl-a2-7550510000.jpg"},{"names":[],"height":851,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/GO-NUT-M5-A2-21-o-l-T.jpg","width":1500,"path":"S3:1014:GO-NUT-M5-A2-21-o-l-T.jpg","position":4,"cleanImageName":"GO-NUT-M5-A2-21-o-l-T.jpg"},{"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/GO-NUT-A2-21-22-o-l-Z.jpg","names":[],"height":963,"path":"S3:1014:GO-NUT-A2-21-22-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-A2-21-22-o-l-Z.jpg"},{"position":7,"names":[],"path":"S3:1014:GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"width":1500,"path":"S3:1014:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/wekrstoff-passend.JPG","height":887,"position":9,"path":"S3:1014:wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1014\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"path":"S3:1014:Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1014,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510000","lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510000","urlPath":"ecrou-a-sertir-m-5-acier-inoxydable-v2a-a2-aisi-302-tete-plate-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550510000","name1":"\u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510000"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1014,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:09:36+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2096,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":74.1,"formatted":"74,10\u00a0\u20ac"},"unitPrice":{"value":74.1,"formatted":"74,10\u00a0\u20ac"},"basePrice":"0,30\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.2964,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":74.1,"priceNet":62.268907563025,"basePrice":74.1,"basePriceNet":62.268907563025,"unitPrice":74.1,"unitPriceNet":62.268907563025,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:54","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":74.1,"formatted":"74,10\u00a0\u20ac"},"unitPrice":{"value":74.1,"formatted":"74,10\u00a0\u20ac"},"basePrice":"0,30\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.2964,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":74.1,"priceNet":62.268907563025,"basePrice":74.1,"basePriceNet":62.268907563025,"unitPrice":74.1,"unitPriceNet":62.268907563025,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:54","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier inoxydable V2A / A2 [ AISI 302 ] (Ø x L) 6,9 mm x 12,0 mm - Tête plate Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550510000 -
{"images":{"all":[{"names":[],"path":"S3:1019:blindnietmutter-6-9-13-0mm-m5-edelstahl-a2-7550512001.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/blindnietmutter-6-9-13-0mm-m5-edelstahl-a2-7550512001.jpg","position":1,"height":1200,"width":1200,"cleanImageName":"blindnietmutter-6-9-13-0mm-m5-edelstahl-a2-7550512001.jpg"},{"position":4,"height":790,"names":[],"path":"S3:1019:GO-NUT-M5-A2-35-o-l-T.jpg","width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/GO-NUT-M5-A2-35-o-l-T.jpg","cleanImageName":"GO-NUT-M5-A2-35-o-l-T.jpg"},{"path":"S3:1019:GO-NUT-A2-35-36-o-l-Z.jpg","names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/GO-NUT-A2-35-36-o-l-Z.jpg","position":6,"height":956,"cleanImageName":"GO-NUT-A2-35-36-o-l-Z.jpg"},{"names":[],"height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg","width":654,"path":"S3:1019:GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-4-5-mm_3.jpg"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"path":"S3:1019:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"height":887,"names":[],"path":"S3:1019:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/wekrstoff-passend.JPG","position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1019:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1019\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1019,"storeSpecial":null,"manufacturerId":3,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":0,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 13,0 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512001","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 13,0 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512001","lang":"fr","urlPath":"ecrou-a-sertir-m-5-acier-inoxydable-v2a-a2-aisi-302-tete-affleurante-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550512001","name1":"\u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 6,9 mm x 13,0 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512001"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1019,"availabilityId":8,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2024-04-23T15:45:19+02:00","availability":{"id":8,"icon":"","averageDays":30,"createdAt":"2020-02-13 22:23:54","updatedAt":"2020-04-27 10:59:26","names":{"id":1977,"availabilityId":8,"lang":"fr","name":"\u00e0 la demande","createdAt":"2024-09-27 09:44:43","updatedAt":"2024-09-27 09:44:43"}},"id":2101,"model":""},"filter":{"isSalable":false,"isSalableAndActive":false,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":118.5,"formatted":"118,50\u00a0\u20ac"},"unitPrice":{"value":118.5,"formatted":"118,50\u00a0\u20ac"},"basePrice":"0,47\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.474,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":118.5,"priceNet":99.579831932773,"basePrice":118.5,"basePriceNet":99.579831932773,"unitPrice":118.5,"unitPriceNet":99.579831932773,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:59","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":118.5,"formatted":"118,50\u00a0\u20ac"},"unitPrice":{"value":118.5,"formatted":"118,50\u00a0\u20ac"},"basePrice":"0,47\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.474,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":118.5,"priceNet":99.579831932773,"basePrice":118.5,"basePriceNet":99.579831932773,"unitPrice":118.5,"unitPriceNet":99.579831932773,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:59","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier inoxydable V2A / A2 [ AISI 302 ] (Ø x L) 6,9 mm x 13,0 mm - Tête affleurante Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550512001 -
{"images":{"all":[{"height":1200,"names":[],"path":"S3:1017:blindnietmutter-6-9-13-5mm-m5-edelstahl-a2-7550511000.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/blindnietmutter-6-9-13-5mm-m5-edelstahl-a2-7550511000.jpg","position":1,"cleanImageName":"blindnietmutter-6-9-13-5mm-m5-edelstahl-a2-7550511000.jpg"},{"names":[],"path":"S3:1017:GO-NUT-M5-A2-28-o-l-T.jpg","height":784,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/GO-NUT-M5-A2-28-o-l-T.jpg","position":4,"width":1500,"cleanImageName":"GO-NUT-M5-A2-28-o-l-T.jpg"},{"width":1500,"names":[],"height":957,"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/GO-NUT-A2-28-29-o-l-Z.jpg","path":"S3:1017:GO-NUT-A2-28-29-o-l-Z.jpg","cleanImageName":"GO-NUT-A2-28-29-o-l-Z.jpg"},{"names":[],"path":"S3:1017:GO-NUT-Blindnietmuttern-BM--A2--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg","width":654,"position":7,"height":1500,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Sk--M5--RsGer--Of--GO-NUT-Klemmbereich--1-5-4-0-mm_3.jpg"},{"names":[],"path":"S3:1017:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"path":"S3:1017:wekrstoff-passend.JPG","names":[],"position":9,"width":1455,"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1017:Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1017\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1017,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 13,5 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550511000","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 13,5 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550511000","urlPath":"ecrou-a-sertir-m-5-acier-inoxydable-v2a-a2-aisi-302-tete-fraisee-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550511000","name1":"\u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 6,9 mm x 13,5 mm - T\u00eate frais\u00e9e Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550511000"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1017,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-07-08T08:00:15+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2099,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":84.2,"formatted":"84,20\u00a0\u20ac"},"unitPrice":{"value":84.2,"formatted":"84,20\u00a0\u20ac"},"basePrice":"0,34\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3368,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":84.2,"priceNet":70.756302521008,"basePrice":84.2,"basePriceNet":70.756302521008,"unitPrice":84.2,"unitPriceNet":70.756302521008,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:57","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":84.2,"formatted":"84,20\u00a0\u20ac"},"unitPrice":{"value":84.2,"formatted":"84,20\u00a0\u20ac"},"basePrice":"0,34\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3368,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":84.2,"priceNet":70.756302521008,"basePrice":84.2,"basePriceNet":70.756302521008,"unitPrice":84.2,"unitPriceNet":70.756302521008,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:57","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier inoxydable V2A / A2 [ AISI 302 ] (Ø x L) 6,9 mm x 13,5 mm - Tête fraisée Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550511000 -
{"images":{"all":[{"position":1,"height":1200,"names":[],"path":"S3:1015:blindnietmutter-6-9-15-0mm-m5-edelstahl-a2-7550510002.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/blindnietmutter-6-9-15-0mm-m5-edelstahl-a2-7550510002.jpg","cleanImageName":"blindnietmutter-6-9-15-0mm-m5-edelstahl-a2-7550510002.jpg"},{"names":[],"path":"S3:1015:GO-NUT-M5-A2-21-o-l-T.jpg","width":1500,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/GO-NUT-M5-A2-21-o-l-T.jpg","height":851,"cleanImageName":"GO-NUT-M5-A2-21-o-l-T.jpg"},{"names":[],"height":963,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/GO-NUT-A2-21-22-o-l-Z.jpg","width":1500,"path":"S3:1015:GO-NUT-A2-21-22-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-A2-21-22-o-l-Z.jpg"},{"height":1500,"width":654,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","path":"S3:1015:GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","position":7,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg"},{"names":[],"path":"S3:1015:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"position":8,"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1015:wekrstoff-passend.JPG","height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/wekrstoff-passend.JPG","position":9,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"position":19,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1015\/middle\/Logo-Goebel-1200-1200.jpg","width":1200,"height":1200,"path":"S3:1015:Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"id":1015,"itemType":"default","storeSpecial":null,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510002","lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510002","urlPath":"ecrou-a-sertir-m-5-acier-inoxydable-v2a-a2-aisi-302-tete-plate-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550510002","name1":"\u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510002"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1015,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:09:37+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2097,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":96.05,"formatted":"96,05\u00a0\u20ac"},"unitPrice":{"value":96.05,"formatted":"96,05\u00a0\u20ac"},"basePrice":"0,38\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3842,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":96.05,"priceNet":80.714285714286,"basePrice":96.05,"basePriceNet":80.714285714286,"unitPrice":96.05,"unitPriceNet":80.714285714286,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:55","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":96.05,"formatted":"96,05\u00a0\u20ac"},"unitPrice":{"value":96.05,"formatted":"96,05\u00a0\u20ac"},"basePrice":"0,38\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.3842,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":96.05,"priceNet":80.714285714286,"basePrice":96.05,"basePriceNet":80.714285714286,"unitPrice":96.05,"unitPriceNet":80.714285714286,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:55","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier inoxydable V2A / A2 [ AISI 302 ] (Ø x L) 6,9 mm x 15,0 mm - Tête plate Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550510002 -
{"images":{"all":[{"names":[],"path":"S3:1016:blindnietmutter-7-0-13-5mm-m5-edelstahl-a2-7550510200.jpg","width":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/blindnietmutter-7-0-13-5mm-m5-edelstahl-a2-7550510200.jpg","height":1200,"cleanImageName":"blindnietmutter-7-0-13-5mm-m5-edelstahl-a2-7550510200.jpg"},{"path":"S3:1016:GO-NUT-M5-A2-48-o-l-T.jpg","names":[],"position":4,"width":1500,"height":730,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/GO-NUT-M5-A2-48-o-l-T.jpg","cleanImageName":"GO-NUT-M5-A2-48-o-l-T.jpg"},{"names":[],"height":960,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/GO-NUT-A2-48-o-l-Z.jpg","width":1500,"path":"S3:1016:GO-NUT-A2-48-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-A2-48-o-l-Z.jpg"},{"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"names":[],"height":1500,"path":"S3:1016:GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--Fk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":[],"position":8,"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","path":"S3:1016:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"height":887,"names":[],"path":"S3:1016:wekrstoff-passend.JPG","width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1016\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1016:Logo-Goebel-1200-1200.jpg","position":19,"width":1200,"height":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"storeSpecial":null,"manufacturerId":3,"id":1016,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510200","lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510200","urlPath":"ecrou-a-sertir-m-5-acier-inoxydable-v2a-a2-aisi-302-tete-plate-arbre-hexagonal-partiel-extremite-de-l-arbre-ouverte-go-nut-7550510200","name1":"\u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 7,0 mm x 13,5 mm - T\u00eate plate Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550510200"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1016,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2020-11-23T08:09:37+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2098,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":100.7,"formatted":"100,70\u00a0\u20ac"},"unitPrice":{"value":100.7,"formatted":"100,70\u00a0\u20ac"},"basePrice":"0,40\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.4028,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":100.7,"priceNet":84.621848739496,"basePrice":100.7,"basePriceNet":84.621848739496,"unitPrice":100.7,"unitPriceNet":84.621848739496,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:56","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":100.7,"formatted":"100,70\u00a0\u20ac"},"unitPrice":{"value":100.7,"formatted":"100,70\u00a0\u20ac"},"basePrice":"0,40\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.4028,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":100.7,"priceNet":84.621848739496,"basePrice":100.7,"basePriceNet":84.621848739496,"unitPrice":100.7,"unitPriceNet":84.621848739496,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-20 10:26:56","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier inoxydable V2A / A2 [ AISI 302 ] (Ø x L) 7,0 mm x 13,5 mm - Tête plate Arbre hexagonal partiel - Extrémité de l'arbre ouverte - GO-NUT - 7550510200 -
{"images":{"all":[{"names":[],"width":1200,"height":1200,"position":1,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/blindnietmutter-7-0-14-0mm-m5-edelstahl-a2-7550512200.jpg","path":"S3:1020:blindnietmutter-7-0-14-0mm-m5-edelstahl-a2-7550512200.jpg","cleanImageName":"blindnietmutter-7-0-14-0mm-m5-edelstahl-a2-7550512200.jpg"},{"path":"S3:1020:GO-NUT-M5-A2-51-o-l-T.jpg","names":[],"position":4,"width":1500,"height":727,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/GO-NUT-M5-A2-51-o-l-T.jpg","cleanImageName":"GO-NUT-M5-A2-51-o-l-T.jpg"},{"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/GO-NUT-A2-51-o-l-Z.jpg","width":1500,"names":[],"height":961,"path":"S3:1020:GO-NUT-A2-51-o-l-Z.jpg","cleanImageName":"GO-NUT-A2-51-o-l-Z.jpg"},{"position":7,"names":[],"path":"S3:1020:GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--A2--klSk--M5--T6ks--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":[],"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"path":"S3:1020:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1020:wekrstoff-passend.JPG","position":9,"height":887,"width":1455,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/wekrstoff-passend.JPG","cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"width":1200,"path":"S3:1020:Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1020\/middle\/Logo-Goebel-1200-1200.jpg","cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1020,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512200","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 AISI 302 (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512200","urlPath":"ecrou-a-sertir-m-5-acier-inoxydable-v2a-a2-aisi-302-tete-affleurante-arbre-hexagonal-partiel-extremite-de-l-arbre-ouverte-go-nut-7550512200","name1":"\u00c9crou \u00e0 sertir M 5 - Acier inoxydable V2A \/ A2 [ AISI 302 ] (\u00d8 x L) 7,0 mm x 14,0 mm - T\u00eate affleurante Arbre hexagonal partiel - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550512200"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1020,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2025-06-13T08:00:31+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2102,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":96,"formatted":"96,00\u00a0\u20ac"},"unitPrice":{"value":96,"formatted":"96,00\u00a0\u20ac"},"basePrice":"0,38\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.384,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":96,"priceNet":80.672268907563,"basePrice":96,"basePriceNet":80.672268907563,"unitPrice":96,"unitPriceNet":80.672268907563,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:34","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":96,"formatted":"96,00\u00a0\u20ac"},"unitPrice":{"value":96,"formatted":"96,00\u00a0\u20ac"},"basePrice":"0,38\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.384,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":96,"priceNet":80.672268907563,"basePrice":96,"basePriceNet":80.672268907563,"unitPrice":96,"unitPriceNet":80.672268907563,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:34","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Acier inoxydable V2A / A2 [ AISI 302 ] (Ø x L) 7,0 mm x 14,0 mm - Tête affleurante Arbre hexagonal partiel - Extrémité de l'arbre ouverte - GO-NUT - 7550512200 -
{"images":{"all":[{"height":1200,"names":[],"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1023\/middle\/blindnietmutter-6-9-11-5mm-m5-aluminium-7550522000.jpg","position":1,"path":"S3:1023:blindnietmutter-6-9-11-5mm-m5-aluminium-7550522000.jpg","width":1200,"cleanImageName":"blindnietmutter-6-9-11-5mm-m5-aluminium-7550522000.jpg"},{"names":[],"path":"S3:1023:GO-NUT-M5-AL-31-o-l-T.jpg","width":1500,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1023\/middle\/GO-NUT-M5-AL-31-o-l-T.jpg","height":724,"cleanImageName":"GO-NUT-M5-AL-31-o-l-T.jpg"},{"names":[],"path":"S3:1023:GO-NUT-AL-31-32-o-l-Z.jpg","width":1500,"position":6,"height":961,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1023\/middle\/GO-NUT-AL-31-32-o-l-Z.jpg","cleanImageName":"GO-NUT-AL-31-32-o-l-Z.jpg"},{"width":654,"names":[],"height":1500,"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1023\/middle\/GO-NUT-Blindnietmuttern-BM--ALU--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","path":"S3:1023:GO-NUT-Blindnietmuttern-BM--ALU--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","cleanImageName":"GO-NUT-Blindnietmuttern-BM--ALU--klSk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"names":[],"height":1313,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1023\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"path":"S3:1023:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"path":"S3:1023:wekrstoff-passend.JPG","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1023\/middle\/wekrstoff-passend.JPG","names":[],"width":1455,"height":887,"position":9,"cleanImageName":"wekrstoff-passend.JPG"},{"height":1200,"names":[],"path":"S3:1023:Logo-Goebel-1200-1200.jpg","width":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1023\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"id":1023,"itemType":"default","manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"lang":"fr","name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 AISI 5056 (\u00d8 x L) 6,9 mm x 11,5 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550522000","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 AISI 5056 (\u00d8 x L) 6,9 mm x 11,5 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550522000","urlPath":"ecrou-a-sertir-m-5-aluminium-almg-5-aisi-5056-tete-affleurante-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550522000","name1":"\u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 6,9 mm x 11,5 mm - T\u00eate affleurante Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550522000"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1023,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-02-10T09:15:27+01:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2105,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":32.25,"formatted":"32,25\u00a0\u20ac"},"unitPrice":{"value":32.25,"formatted":"32,25\u00a0\u20ac"},"basePrice":"0,13\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.129,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":32.25,"priceNet":27.100840336134,"basePrice":32.25,"basePriceNet":27.100840336134,"unitPrice":32.25,"unitPriceNet":27.100840336134,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-01 12:24:24","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":32.25,"formatted":"32,25\u00a0\u20ac"},"unitPrice":{"value":32.25,"formatted":"32,25\u00a0\u20ac"},"basePrice":"0,13\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.129,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":32.25,"priceNet":27.100840336134,"basePrice":32.25,"basePriceNet":27.100840336134,"unitPrice":32.25,"unitPriceNet":27.100840336134,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-01 12:24:24","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Aluminium AlMg 5 [ AISI 5056 ] (Ø x L) 6,9 mm x 11,5 mm - Tête affleurante Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550522000 -
{"images":{"all":[{"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/blindnietmutter-6-9-12-0mm-m5-aluminium-7550520000.jpg","width":1200,"path":"S3:1021:blindnietmutter-6-9-12-0mm-m5-aluminium-7550520000.jpg","position":1,"cleanImageName":"blindnietmutter-6-9-12-0mm-m5-aluminium-7550520000.jpg"},{"names":[],"width":1500,"height":857,"position":4,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/GO-NUT-M5-AL-17-o-l-T.jpg","path":"S3:1021:GO-NUT-M5-AL-17-o-l-T.jpg","cleanImageName":"GO-NUT-M5-AL-17-o-l-T.jpg"},{"names":[],"height":963,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/GO-NUT-AL-17-18-o-l-Z.jpg","width":1500,"path":"S3:1021:GO-NUT-AL-17-18-o-l-Z.jpg","position":6,"cleanImageName":"GO-NUT-AL-17-18-o-l-Z.jpg"},{"names":[],"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","height":1500,"path":"S3:1021:GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg","width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--0-5-3-0-mm_3.jpg"},{"path":"S3:1021:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","names":[],"width":1500,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"names":[],"path":"S3:1021:wekrstoff-passend.JPG","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/wekrstoff-passend.JPG","position":9,"height":887,"width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"position":19,"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1021\/middle\/Logo-Goebel-1200-1200.jpg","path":"S3:1021:Logo-Goebel-1200-1200.jpg","width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"itemType":"default","storeSpecial":null,"id":1021,"manufacturerId":3,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 AISI 5056 (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550520000","lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 AISI 5056 (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550520000","urlPath":"ecrou-a-sertir-m-5-aluminium-almg-5-aisi-5056-tete-plate-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550520000","name1":"\u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 6,9 mm x 12,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550520000"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1021,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-06-11T09:15:32+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2103,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":34.1,"formatted":"34,10\u00a0\u20ac"},"unitPrice":{"value":34.1,"formatted":"34,10\u00a0\u20ac"},"basePrice":"0,14\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1364,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":34.1,"priceNet":28.655462184874,"basePrice":34.1,"basePriceNet":28.655462184874,"unitPrice":34.1,"unitPriceNet":28.655462184874,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:38","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":34.1,"formatted":"34,10\u00a0\u20ac"},"unitPrice":{"value":34.1,"formatted":"34,10\u00a0\u20ac"},"basePrice":"0,14\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.1364,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":34.1,"priceNet":28.655462184874,"basePrice":34.1,"basePriceNet":28.655462184874,"unitPrice":34.1,"unitPriceNet":28.655462184874,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:38","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Aluminium AlMg 5 [ AISI 5056 ] (Ø x L) 6,9 mm x 12,0 mm - Tête plate Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550520000 -
{"images":{"all":[{"position":1,"names":[],"height":1200,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/blindnietmutter-6-9-15-0mm-m5-aluminium-7550520002.jpg","path":"S3:1022:blindnietmutter-6-9-15-0mm-m5-aluminium-7550520002.jpg","width":1200,"cleanImageName":"blindnietmutter-6-9-15-0mm-m5-aluminium-7550520002.jpg"},{"names":[],"height":857,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/GO-NUT-M5-AL-17-o-l-T.jpg","width":1500,"path":"S3:1022:GO-NUT-M5-AL-17-o-l-T.jpg","position":4,"cleanImageName":"GO-NUT-M5-AL-17-o-l-T.jpg"},{"position":6,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/GO-NUT-AL-17-18-o-l-Z.jpg","width":1500,"names":[],"height":963,"path":"S3:1022:GO-NUT-AL-17-18-o-l-Z.jpg","cleanImageName":"GO-NUT-AL-17-18-o-l-Z.jpg"},{"names":[],"position":7,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","path":"S3:1022:GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg","height":1500,"width":654,"cleanImageName":"GO-NUT-Blindnietmuttern-BM--ALU--Fk--M5--RsGer--Of--GO-NUT-Klemmbereich--3-0-5-5-mm_3.jpg"},{"names":[],"path":"S3:1022:werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/werkstoff-uebersetzungen-blindnietmutter-o-l.jpg","width":1500,"position":8,"height":1313,"cleanImageName":"werkstoff-uebersetzungen-blindnietmutter-o-l.jpg"},{"position":9,"names":[],"height":887,"urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/wekrstoff-passend.JPG","path":"S3:1022:wekrstoff-passend.JPG","width":1455,"cleanImageName":"wekrstoff-passend.JPG"},{"names":[],"path":"S3:1022:Logo-Goebel-1200-1200.jpg","urlMiddle":"https:\/\/cdn02.plentyone.com\/0zef0kd5dbv8\/item\/images\/1022\/middle\/Logo-Goebel-1200-1200.jpg","position":19,"height":1200,"width":1200,"cleanImageName":"Logo-Goebel-1200-1200.jpg"}],"variation":[]},"item":{"manufacturerId":3,"storeSpecial":null,"itemType":"default","id":1022,"manufacturer":{"position":0,"externalName":"Goebel"},"feedbackDecimal":null,"feedbackCount":null,"rebate":0,"salableVariationCount":1,"customsTariffNumber":"","producingCountry":{"names":[]},"condition":{"names":[]}},"texts":{"name3":"GOEBEL - 250 x \u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 AISI 5056 (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550520002","lang":"fr","name2":"GOEBEL® - 250 x \u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 AISI 5056 (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550520002","urlPath":"ecrou-a-sertir-m-5-aluminium-almg-5-aisi-5056-tete-plate-arbre-rond-extremite-de-l-arbre-ouverte-go-nut-7550520002","name1":"\u00c9crou \u00e0 sertir M 5 - Aluminium AlMg 5 [ AISI 5056 ] (\u00d8 x L) 6,9 mm x 15,0 mm - T\u00eate plate Arbre rond - Extr\u00e9mit\u00e9 de l'arbre ouverte - GO-NUT - 7550520002"},"defaultCategories":[{"linklist":true,"parentCategoryId":null,"level":1,"right":"all","id":31,"sitemap":true,"type":"item","updatedAt":"2023-10-30T11:48:07+01:00","manually":true,"plentyId":47840}],"variation":{"itemId":1022,"availabilityId":1,"maximumOrderQuantity":null,"minimumOrderQuantity":1,"intervalOrderQuantity":1,"releasedAt":null,"name":"","vatId":0,"bundleType":null,"mayShowUnitPrice":true,"availabilityUpdatedAt":"2026-05-22T10:45:17+02:00","availability":{"id":1,"icon":"av1.gif","averageDays":1,"createdAt":"2020-02-13 22:23:54","updatedAt":"2026-01-02 08:07:10","names":{"id":2173,"availabilityId":1,"lang":"fr","name":"1-2","createdAt":"2026-01-02 08:07:17","updatedAt":"2026-01-02 08:07:17"}},"id":2104,"model":""},"filter":{"isSalable":true,"isSalableAndActive":true,"hasActiveChildren":false,"hasChildren":false},"unit":{"names":{"unitId":1,"lang":"fr","name":"pi\u00e8ce"},"unitOfMeasurement":"C62","content":250},"properties":[],"hasOrderProperties":false,"hasRequiredOrderProperty":false,"groupedAttributes":[],"prices":{"default":{"price":{"value":38.75,"formatted":"38,75\u00a0\u20ac"},"unitPrice":{"value":38.75,"formatted":"38,75\u00a0\u20ac"},"basePrice":"0,16\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.155,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":38.75,"priceNet":32.563025210084,"basePrice":38.75,"basePriceNet":32.563025210084,"unitPrice":38.75,"unitPriceNet":32.563025210084,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:38","type":"default","pricePosition":0}},"rrp":null,"set":null,"specialOffer":null,"graduatedPrices":[{"price":{"value":38.75,"formatted":"38,75\u00a0\u20ac"},"unitPrice":{"value":38.75,"formatted":"38,75\u00a0\u20ac"},"basePrice":"0,16\u00a0\u20ac \/ pi\u00e8ce","baseLot":1,"baseUnit":"C62","baseSinglePrice":0.155,"minimumOrderQuantity":1,"contactClassDiscount":{"percent":0,"amount":0},"categoryDiscount":{"percent":0,"amount":0},"currency":"EUR","lowestPrice":{"value":null,"formatted":""},"vat":{"id":0,"value":19},"isNet":false,"data":{"salesPriceId":1,"price":38.75,"priceNet":32.563025210084,"basePrice":38.75,"basePriceNet":32.563025210084,"unitPrice":38.75,"unitPriceNet":32.563025210084,"lowestPrice":null,"lowestPriceNet":null,"customerClassDiscountPercent":0,"customerClassDiscount":0,"customerClassDiscountNet":0,"categoryDiscountPercent":0,"categoryDiscount":0,"categoryDiscountNet":0,"vatId":0,"vatValue":19,"currency":"EUR","interval":"none","conversionFactor":1,"minimumOrderQuantity":"1.00","updatedAt":"2021-05-14 12:04:38","type":"default","pricePosition":0}}]},"facets":[],"attributes":[]} Écrou à sertir M 5 - Aluminium AlMg 5 [ AISI 5056 ] (Ø x L) 6,9 mm x 15,0 mm - Tête plate Arbre rond - Extrémité de l'arbre ouverte - GO-NUT - 7550520002
GO-NUT
ECROUS À SERTIR

Tête plate

Tête fraisée

Tête affleurante (fraisée réduite)

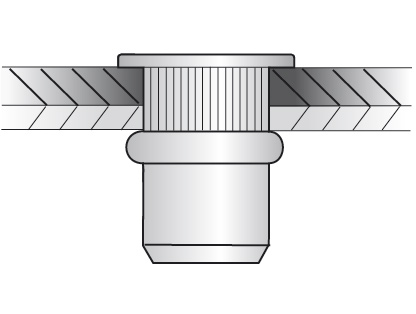
Livrable dans les matériaux suivants

Aluminium AlMg 5 [ AISI 5056 ]
Acier zingué [ AISI 1008 ]
Acier inox A2 [ AISI 302 ]
Acier inox A4 [ AISI 316 ]
Utilisations
- Électrotechnique
- Industrie de l‘automobile
- Industrie de la construction
- Appareils électroménagers
- Technologie de laboratoire
- Technologie solaire
et de nombreuses autres
Caractéristiques
- solution universelle pour une fixation solide sur des supports de faible épaisseur
- idéal pour les éléments accessibles d’un seul côté (montage borgne)
- Lors de l’utilisation d’inserts, les éléments de la fixation ne sont pas soumis à des écarts de température. Il n’y a pas de déformation et les surfaces restent en bon état (ex: tôles laquées ou polies).
PROPRIÉTÉS MÉCANIQUES „GO-NUT“
| d mm | Pull-In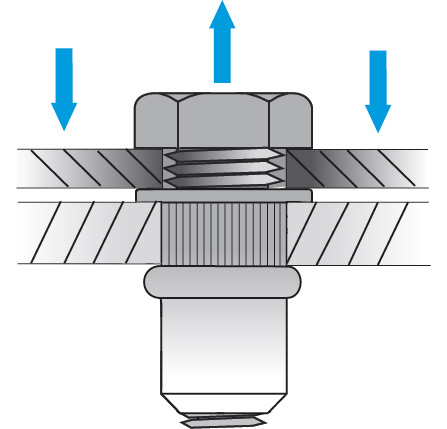 | Couple maximal | |
| Acier zingué Acier inox | M3 | 4000 N | 1,2 Nm |
|---|---|---|---|
| M4 | 6800 N | 3,0 Nm | |
| M5 | 10000 N | 6,0 Nm | |
| M6 | 150000 N | 10,0 Nm | |
| M8 | 27000 N | 24,0 Nm | |
| M10 | 37000 N | 48,0 Nm | |
| M12 | 54000 N | 82,0 Nm | |
| M16 | 80000 N | 160,0 Nm |
| Aluminium | M3 | 2500 N | 0,7 Nm |
|---|---|---|---|
| M4 | 3600 N | 2,0 Nm | |
| M5 | 5500 N | 4,0 Nm | |
| M6 | 8300 N | 6,0 Nm | |
| M8 | 13000 N | 15,0 Nm | |
| M10 | 20000 N | 27,0 Nm | |
| M12 | 28000 N | 45,0 Nm |
Tolérance du trou de perçage pour GO-NUT
M3 5,0 mm [+ 0,1/ - 0]
M4 6,0 mm [+ 0,1/ - 0]
M5 7,0 mm [+ 0,1/ - 0]
M6 9,0 mm [+ 0,1/ - 0]
M8 11,0 mm [+ 0,1/ - 0]
M10 13,0 mm [+ 0,1/ - 0]
M12 16,0 mm [+ 0,1/ - 0]
M16 21,0 mm [+ 0,1/ - 0]
GO-SPLIT
ECROUS À SERTIR ÉCLATÉS

Tête plate
Livrable dans les matériaux suivants
ST
Acier zingué [ AISI 1008 ]
A
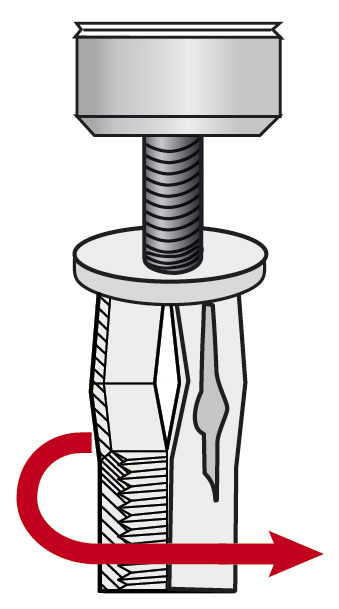
B

C
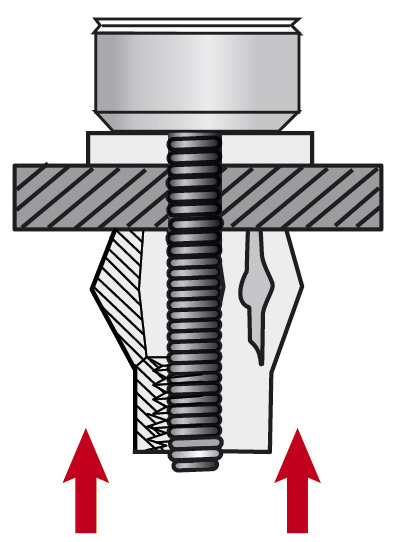
D

Visser
Insérer
Sertir
Dévisser
Utilisations
- Industrie de l‘automobile
- Industrie de la transformation du bois et des matières plastiques
- Aménagement intérieur des véhicules utilitaires
- Cloisons acoustiques et sèches
- Cloisons acoustiques et sèches
- Construction d’équipement et de conteneurs
et de nombreuses autres
Caractéristiques
- plage de sertissage plus importante pour différentes épaisseurs de tôle
- particulièrement adapté pour être posé sur des éléments plastiques, des tôles fines ou des profilés creux où une résistance à l’arrachement élevée est nécessaire (la tête du GO-SPLIT éclate en quatre languettes)
- haute stabilité grâce à un filetage roulé
GO-FOUR
ECROUS À SERTIR ÉCLATÉS

Tête plate
Livrable dans les matériaux suivants

ST
Acier zingué
[ AISI 1008 ]
A

B

C

D

Visser
Visser
Visser
Insérer
Insérer
Inséreuse
Sertir
Sertir
Sertir
Dévisser
Dévisser
Devisser
Utilisations
- Industrie de l‘automobile
- • Industrie de la transformation du bois et des matières plastiques
- Aménagement intérieur des véhicules utilitaires
- Cloisons acoustiques et sèches
- Climatisation et réfrigération
- Construction d’équipement et de conteneurs
et de nombreuses autres
Caractéristiques
- plage de sertissage plus importante pour des épaisseurs de tôle variées
- particulièrement adapté pour une pose sur matériaux tendres et fragiles
- résistance à la torsion importante même sur surfaces rugueuses
- assemblage rapide et simple
NEOPREN
ECROUS À SERTIR RECOUVERTS D‘ EPDM

Tête plate
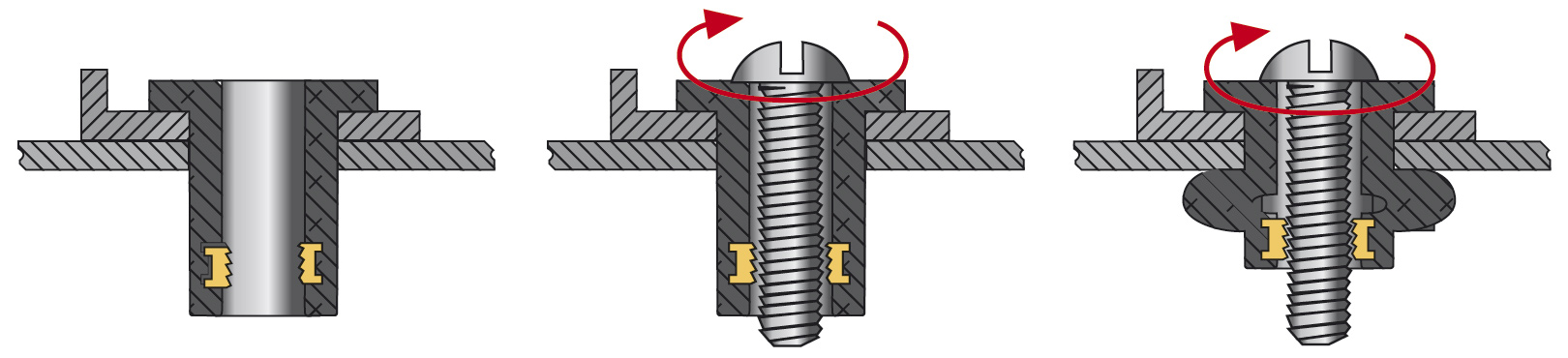
Livrable dans les matériaux suivants

EPDM / Laiton

Amortisseur de vibrations

Fixation dans
trous borgnes
Utilisations
- Électrotechnique
- Électrotechnique
- Climatisation et réfrigération
- Technologie Agriculture / équipement agricole
- Outillage de jardin
et de nombreuses autres
Caractéristiques
- pour pose sur des éléments de construcion accessibles d‘un seul côté
- absorbe les vibrations grâce à sa haute élasticité
- bien étudiés pour les fixations sur métaux et sur plastiques
- résistant à la corrosion
- non conducteur ( thermique et électrique)
- résistance à des températures de -30ºC à +80ºC
- assemblage amovible
- pas d’outillage de pose nécessaire. Pose /dépose se fait par vissage/dévissage d’une simple vis
APPAREILS OLEOPNEUMATIQUES POUR RIVETS
OUTIL DE POSE
 | ECROUS À SERTIR ET GOUJONS À SERTIR | ||||||||
| M3 | M4 | M5 | M6 | M8 | M10 | M12 | |||
| MACHINES MANUELLES | GO-35 |  | AS | ||||||
| EL-8-N |  | ||||||||
| GO-510 |  | AS | |||||||
| GO - 520 |  | AS | |||||||
| EL-12-N |  | ||||||||
| GO-12-N |  | ||||||||
| RIVETEUSE À ACCU | GO-RN1 |  | |||||||
| GO-RN2 |  | ||||||||
| GO-SN1 |  | ||||||||
| MACHINES PNEUMATIQUES | Puissance aérienne 4 |  | AS | ||||||
TECHNIQUE
EXPLICATIONS TECHNIQUES
EXPLICATIONS TECHNIQUES

Tête - Partie de l‘écrou à sertir qui repose sur l’élément de la fixation.
Tige - Partie de l‘écrou située en dessous de la tête.

Epaisseur de sertissage - Valeur de l’épaisseur totale des éléments à fixer.
Plage de sertissage - L'épaisseur des éléments à fixer s doit correspondre à l’épaisseur minimale/ maximale de sertissage.
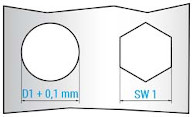
Dimensions du trou prépercé - Pour les trous cylindriques, cette dimension correspond au diamètre D1 + 0,1 mm D1 + 0,1 mm, pour les trous hexagonaux , elle correspond à la largeur de clé SW 1. Merci de regarder les dimensions du trou conseillé sur les différentes pages de notre catalogue.

Tirant - L‘écrou sera vissé sur celui-ci.
Nez de pose - Le nez de pose fait partie de l’outil de pose et se situe au niveau de la tête de l’écrou à sertir durant la pose.
LE PROCESSUS DE POSE
A

Visser
B

Insérer
C

Sertir
D
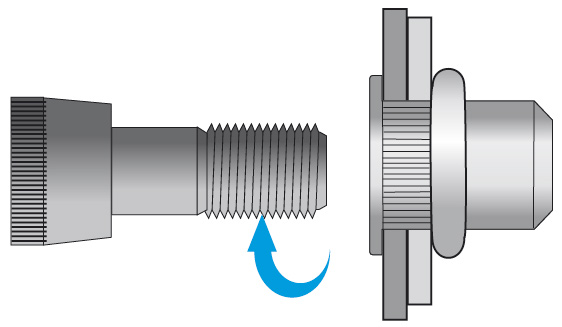
Dévisser
Avancée de la vis - au moins un tour de pas de vis
Goebel préconise le procédé de pose à la traction. Visser l’écrou à sertir sur le tirant de l’appareil de pose. Introduire l’écrou à sertir dans le trou du support. Régler la course de sertissage de l’appareil de pose et poser l’écrou. Un bourrelet de sertissage sera ainsi formé. Après le dévissage de l’écrou, on peut visser une vis métrique dans le pas de vis.
Instructions et recommandations
Nous vous recommandons d’utiliser de préférence des écrous sertir avec une tige ronde rainurée ou avec une tige hexagonale.
Il faut veiller que les éléments du support soient bien bloqués ensemble. (espace minimal entre eux).
Avant de monter en série des écrous à sertir, déterminer les paramètres optimaux pour votre outil de pose (course et/ou force).
THE SETTING PROCESS
1
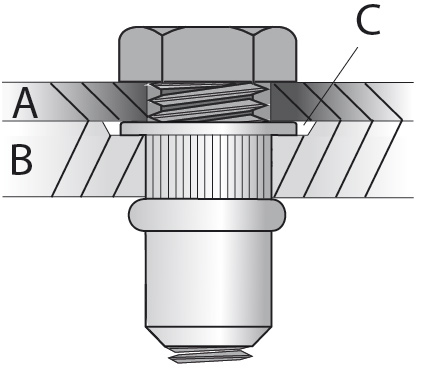
2

3

4
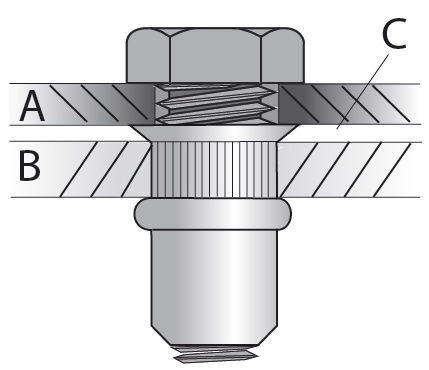
5
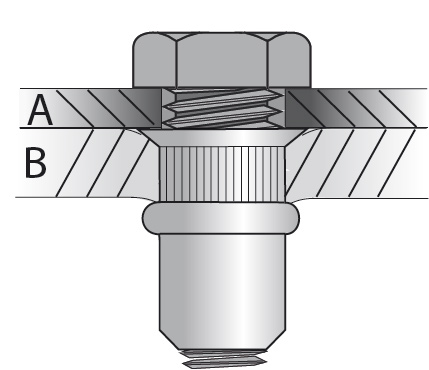
LE PROCESSUS DE RÉGLAGE la tête plate est la plus utilisée et la plus répandue. L’ espace C entre les supports A et B peut être réduit à 0 par l’emboutissage des tôles (Schéma 1). L‘écrou à sertir peut être aussi utilisé seul pour les assemblages (Schéma 2).
La tête fraisée doit laisser un espace C inférieur à la tête fraisée elle-même. La tête de l’écrou s’enfonce en débordant légèrement dans le support B (C > 0) tout en touchant le support A. Un écrou à sertir avec tête fraisée sera utilisé quand on ne peut pas utiliser un écrou à tête affleurante (fraisée réduite)) (Schéma 3).
La tête affleurante (fraisée réduite) est la solution optimisée de la tête fraisée. Dans la plupart des cas, il ne sera pas nécessaire de fraiser le perçage effectué. La tête fraisée réduite sera utilisée quand la fente C doit être faible ou égale ä zéro. (Schéma 4) Ceci sera obtenu par: - utilisation de la collerette laissée après poinçonnage - affaissement léger du composant B Pour les matériaux tendres, la fente C sera réduite automatiquement à zéro. (Schéma 5) La tête affleurante (ou fraisée réduite) ne devra pas être utilisée si: - le trou de préperçage ne correspond pas aux dimensions préconisées - les composants à assembler sont déformables (détachement de la tête) - la vis exerce un couple de renversement sur l’écrou à sertir
CHOIX DE LA TIGE

Une tige hexagonale réduite assure une protection optimale contre un couple de serrage excessif. L’emploi d’un écrou à sertir avec une tige hexagonale réduite évite le risque de dévissage par erreur de l’ écrou (par exemple lors de la maintenance).

Une tige hexagonale assure aussi une protection optimale contre un couple de serrage excessif. Appropriée pour tous les composants où aucune confusion avec un écrou n’est possible.

La tige ronde rainurée est utilisée quand l‘application d‘une tige hexagonale est impossible. La tige rainurée est à utiliser de préférence à la tige lisse car elle assure une plus grande sécurité de blocage (pas de dévissage) particulièrement dans les matériaux en plastique et mous et également dans les matériaux durs.

Une tige ouverte offre une plus grande flexibilité dans le choix de la longueur de la vis métrique à utiliser.

L’usage d’une tige fermée assure une étanchéité au ruissellement.
SELECTION DE L’ECROU ET DU GOUJON A SERTIR SELON LES MATERIAUX
Mesurer l‘épaisseur des matériaux à fixer. Cette dimension doit se situer dans la plage de sertissage indiquée (min. sert.- max. sert.)
Si vous avez le choix en tenant compte de la plage de sertissage, entre deux dimensions d’écrous, procéder de la manière suivante: Si les matériaux sont durs, choisir l’écrou le plus court avec la plus petite plage de sertissage => For example, in case of approx. 3 mm material thickness one should use 7550800000 instead of 7550800001.
Si les matériaux sont tendres, choisir l’écrou le plus long avec la plus grande plage de sertissage. => Exemple: pour une épaisseur totale de matériau d‘env. 3 mm, choisir 7550800001 au lieu de 7550800000
Pour les pièces en plastique et les matériaux tendres (par exemple. Aluminium), il est nécessaire d’avoir un bourrelet de déformation relativement large afin d‘atteindre des valeurs mécaniques élevées. Dans ce cas, nous vous recommandons notre gamme de produits spéciaux: GO-SPLIT et GO-FOUR.
CHOIX DE LA VIS
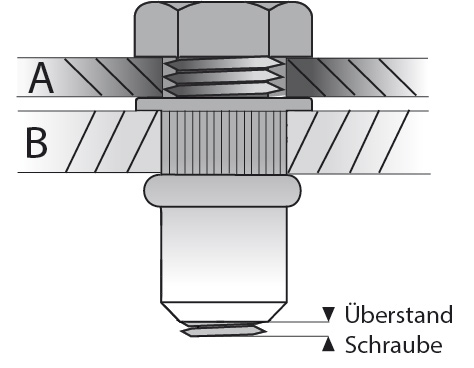
Tige ouverte
Le dépassement de la vis doit correspondre à au moins la hauteur d’un pas de vis.

Tige fermée
La longueur de la vis (P),est déterminée par l’épaisseur des matériaux à sertir (A + B) plus la hauteur de la tête de l’écrou (C) tout en tenant de la longueur L2 après déformation de l’écrou.

Le perçage dans le composant à visser
Le diamètre conseillé D2 pour le perçage dans le composant à visser correspond au diamètre de la vis multiplié par le coefficient 1,1.
Sélection de la vis
Le pas de vis de l’écrou à sertir Goebel correspond la tolérance commerciale 6H - conformément à la norme ISO 68. En conséquence, utiliser les vis métriques couramment commercialisées pour les écrous avec la tolérance 6G.
Lubrification lors du vissage
Pour les montages en grande série, en particulier les fixations sur tôles inox, nous vous recommandons de lubrifier le mandrin de votre outil de pose avant le premier montage, puis à intervalles réguliers. Cela vous permettra d’obtenir un meilleur résultat et garantira la longévité de votre outil de pose.
COMPATIBILITE DES MATERIAUX
Afin d’éviter la corrosion de contact, respecter la règle suivante:
Les pièces de fixation doivent avoir la même résistance à la corrosion que les éléments à fixer. Si ce n’est pas possible, les pièces de fixation doivent avoir une résistance à la corrosion supérieure à celle des éléments à fixer.
VUE D‘ENSEMBLE – QUEL ECROU A SERTIR CHOISIR POUR QUELLE TOLE ?
Les pièces de fixation doivent avoir la même résistance à la corrosion que les éléments à fixer. Si ce n’est pas possible, les pièces de fixation doivent avoir une résistance à la corrosion supérieure à celle des éléments à fixer.
 -Al -Al |  -St -St |  -A2 -A2 |  -A4 -A4 | |
Aluminium | XXX | -- | XXX | XXX |
Acier zingué | X | XXX | XX | XX |
Acier inox A2 | XX | -- | XXX | XXX |
Acier inox A4 | XX | -- | XXX | XXX |
Cuivre | XX | -- | XX | XX |
Laiton | XX | -- | XX | XX |
| xxx très recommandé xx recommandé x moyennement recommandé - non recommandé | ||||
LIVRABLE DANS LES MATERIAUX SUIVANTS
AVANTAGES DES MATERIAUX

poids faible résistant à la corrosion
Aluminium AlMg 5 [ AISI 5056 ]

Application standard
Acier zingué [ AISI 1008 ]

Résistant à la corrosion et à la température
Acier inox A2 [ AISI 302 ]

résistant à la corrosion, à la température et à l’acide, car alliage avec Mo (Molybdène)
Acier inox A4 [ AISI 316 ]
PRINCIPES DE CONTROLE
Charge d‘essai axiale:
Le test consiste à exercer une charge sur le filetage de l’écrou pour contrôler la capacité de charge du filetage. Le blocage se fait ici sur la tête de l‘écrou.
1) Pull-In:
La force d‘essai X (voir tableau à la page 15) est appliquée pendant 15 secondes. Après le test, il faudra vérifier que la vis peut être retirer sans problème du filetage.
2) Pull-In-Break:
Le test est effectué jusqu’à rupture (cisaillement du filetage de l‘écrou, ou rupture de la vis).
Couple de serrage:
Le test consiste à poser un matériau non rotatif avec une vis sur la tête de l‘écrou. On vérifie ainsi la résistance du filetage de l’écrou.
1) Maximum Torque:
Le couple de rotation X (voir le tableau à la page 15) est appliqué sur la vis. Après le test, il faudra vérifier que la vis peut être retirer sans problème du filetage.
2) Broken Torque:
Le test est effectué jusqu‘à la rupture (cisaillement du filetage de l’écrou ou rupture de la vis).